The global medical instrument market is undergoing a seismic shift, driven by the increasing demand for minimally invasive surgeries (MIS) and the aging global population. As a premier Instrument Manufacturer & Exporter, we have observed that healthcare providers in North America, Europe, and Southeast Asia are prioritizing precision-engineered implants that offer better patient outcomes and shorter recovery times.
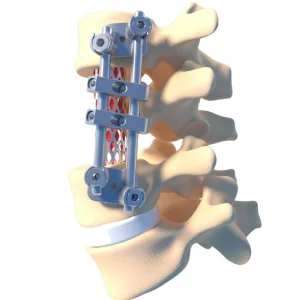
Modern orthopedic surgery relies heavily on material science. The transition from stainless steel to medical-grade titanium alloys and PEEK (Polyether ether ketone) has revolutionized spinal fusions and trauma fixation. These materials offer superior biocompatibility, reducing the risk of implant rejection and secondary infections. Our R&D team focuses on these high-performance materials to meet the rigorous standards of hospitals and surgical centers worldwide.
With 70 supply chain partners, we ensure a steady flow of high-quality raw materials, maintaining production consistency even during global logistics fluctuations.
Our 20-member R&D team, including 15 graduate engineers, launched 20 new products last year, keeping our orthopedic catalog at the cutting edge of surgical tech.
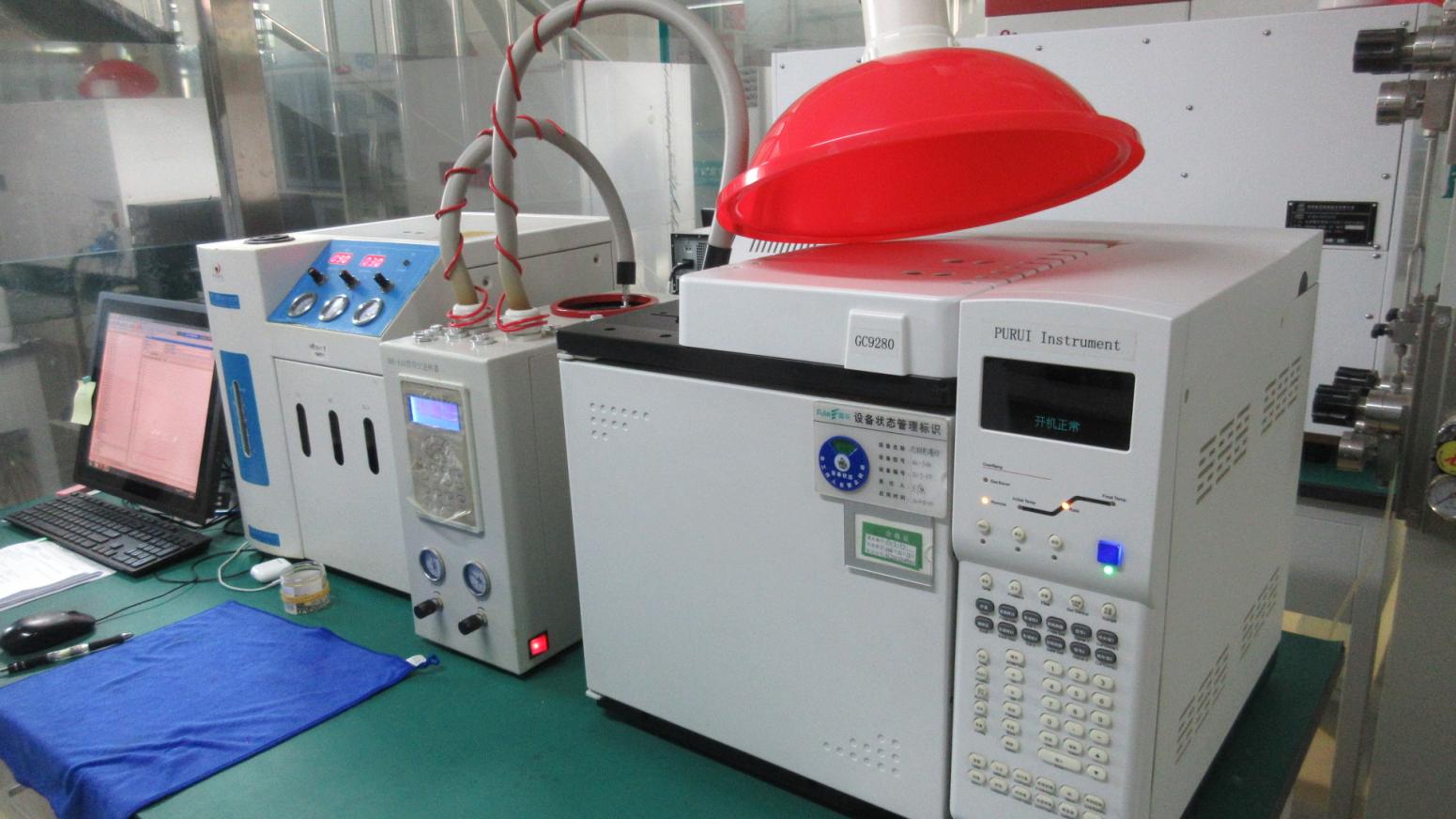
15 dedicated QA/QC inspectors conduct 100% product inspections across all production lines, adhering strictly to ISO13485 standards for Class III devices.
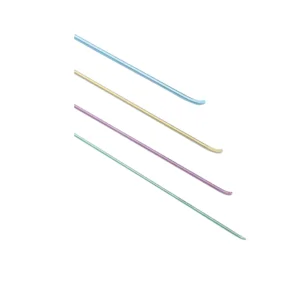
Since our founding in 1996, we have committed ourselves to the "Quality First" philosophy. Our 10,000 square meter facility is equipped with state-of-the-art CNC machining centers and testing laboratories. Being an ISO13485 certified manufacturer, we understand that every instrument we export—whether it's a Titanium Anterior Cervical Plate or a Kyphoplasty Needle—directly impacts human life.
International procurement officers look for three things: Traceability, Certification, and Scalability. We provide full traceability for all raw materials and maintain CE markings for our major product lines, ensuring our instruments meet the stringent regulatory requirements of the Eastern European (15%) and Southeast Asian (10%) markets, alongside our robust domestic presence (40%).
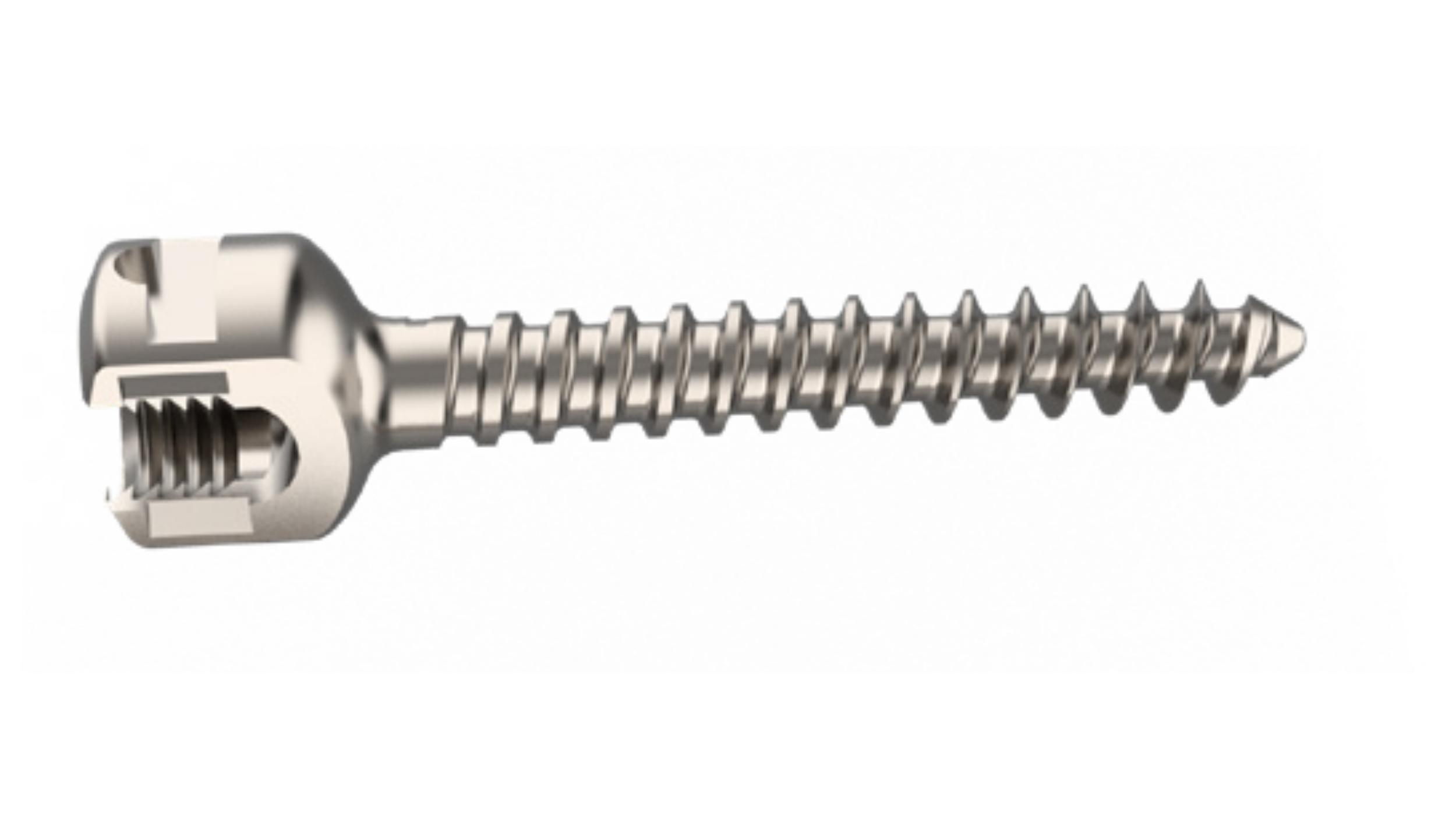
Integration of AI-driven precision monitoring in our 102 production machines reduces tolerances to microns, ensuring perfect fitment in spinal screw-rod systems.
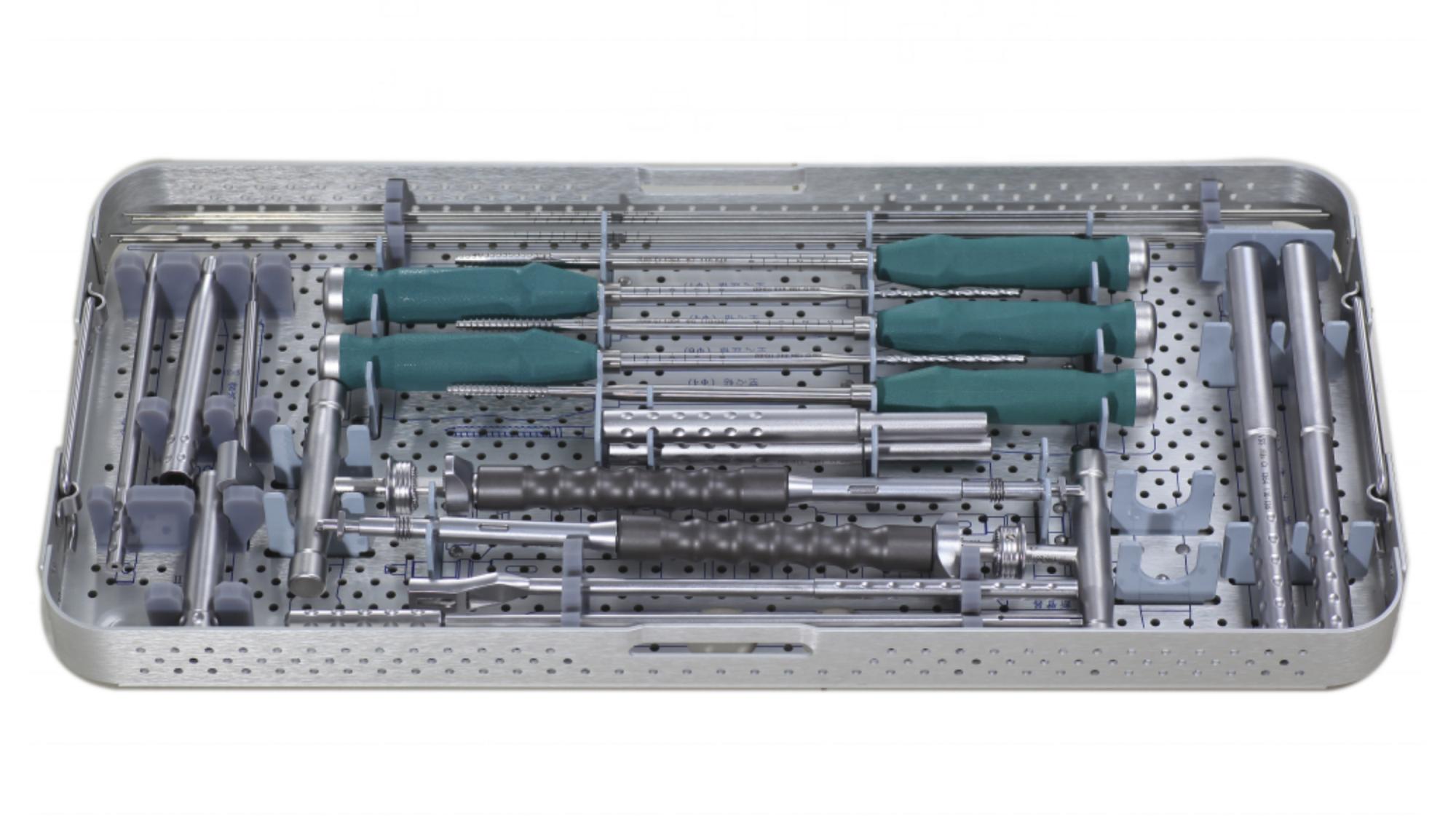
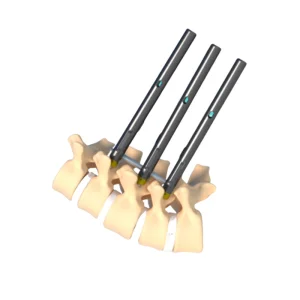
Our VSSII 85mm Extended Arm system is specifically designed for the rising trend of outpatient spine surgeries. These instruments allow surgeons to perform complex fixations through smaller incisions, significantly reducing patient trauma and hospital stay duration—a key demand in modern healthcare systems in the Middle East and Latin America.
Global enterprises are increasingly moving away from "off-the-shelf" solutions toward customized medical devices. Our capability for sample and graphic processing allows us to act as an OEM/ODM partner for specialized surgical kits. Whether it is modifying an ALIF cage for a specific clinical study or branding instrument sets for regional wholesalers, our flexibility is our greatest competitive advantage as a Chinese factory.
As a leading Instrument Manufacturer & Exporter from China, our competitive edge lies in the vertical integration of our production. From the moment raw titanium enters our 10,000㎡ floor space to the final sterilization packaging, every step is controlled. This ensures that our wholesalers and retailers receive products that are not only "cheap in price" but "premium in performance." Our 29 years of industry experience allow us to navigate complex international shipping and customs requirements seamlessly.