The global surgical accessories market is undergoing a radical transformation. With an aging population and increasing prevalence of spinal disorders, the demand for high-grade titanium implants and advanced fixation systems has reached unprecedented levels. Modern surgical interventions now require more than just tools; they demand integrated systems that ensure patient safety and rapid recovery.
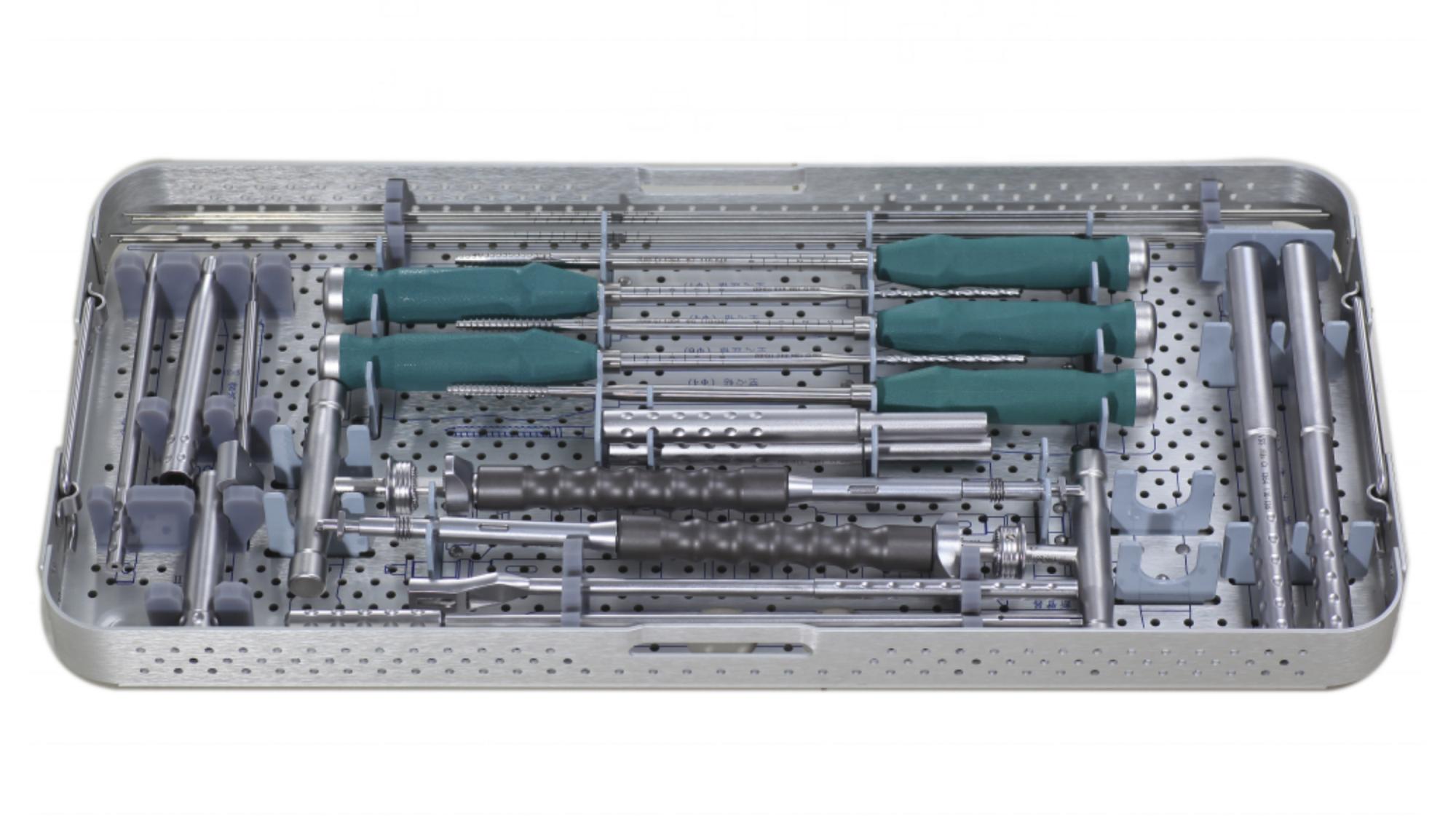
We are witnessing a shift from traditional open surgeries to minimally invasive procedures. Systems like the VSSII 85mm Extended Arm are at the forefront of this movement, allowing surgeons to perform complex spinal repairs with minimal tissue disruption. This industrial trend is driving factories to adopt more sophisticated CNC machining and 3D printing technologies.
China has emerged as a critical hub in the global medical device supply chain. By integrating R&D, raw material sourcing (particularly high-purity titanium and PEEK), and large-scale manufacturing, Chinese suppliers offer a unique balance of cost-efficiency and uncompromising quality that meets CE and ISO standards.
Surgeons worldwide are prioritizing MIS systems to reduce hospital stay times. Our titanium components are designed for precision, ensuring that "factory-ready" solutions can be deployed immediately in high-stakes environments.
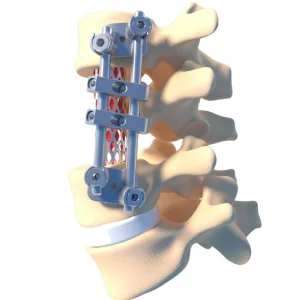
Global enterprises now demand Class III medical devices that offer long-term durability. Our use of Titanium Alloy and PEEK materials ensures that implants like the Anterior Interbody Fusion Cage provide the necessary structural support while promoting osseointegration.
Procurement officers are no longer looking for "off-the-shelf" items. The need for customizable posterior thoracolumbar systems and graphic processing of instruments is vital for regional hospital requirements.
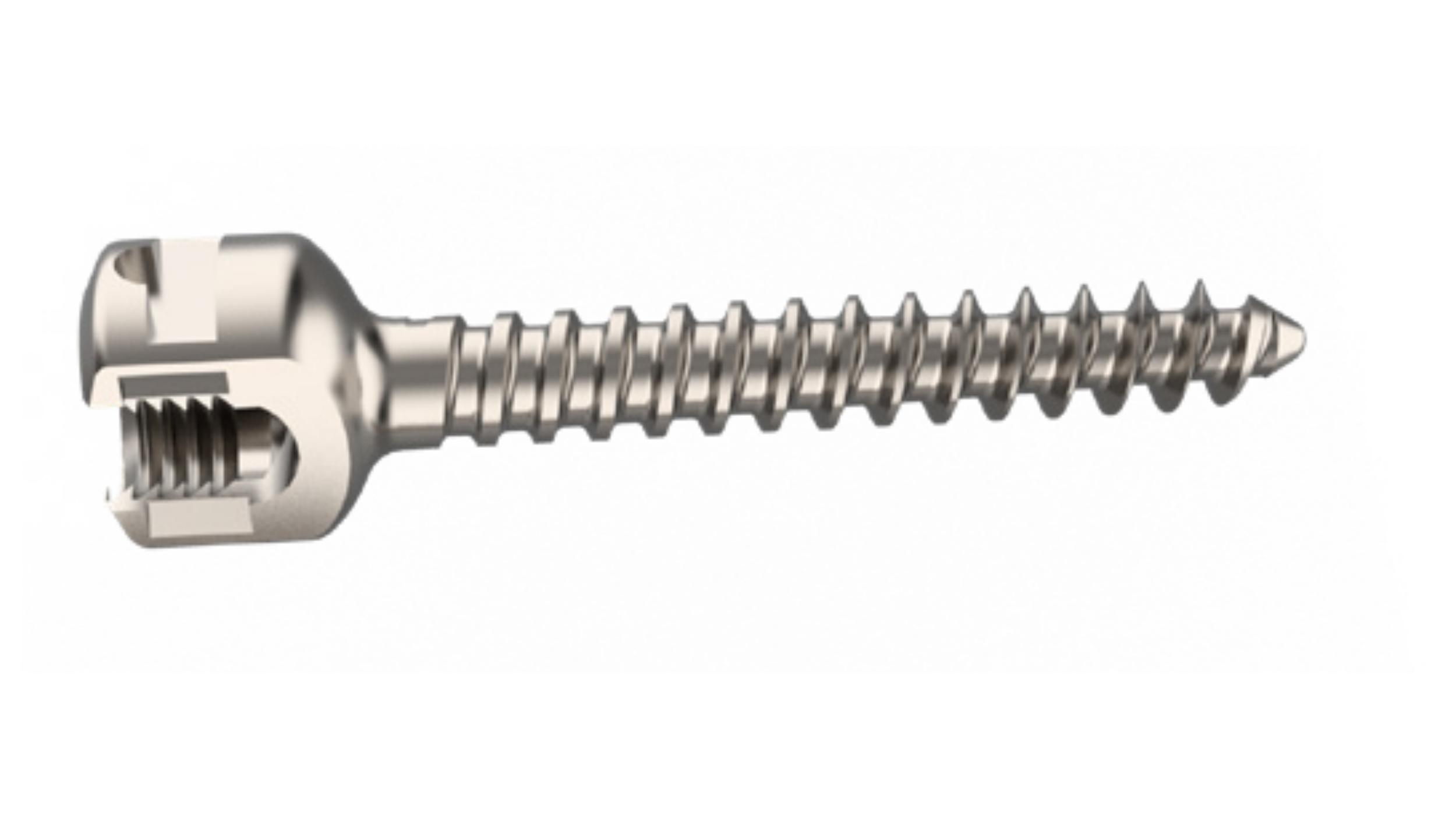
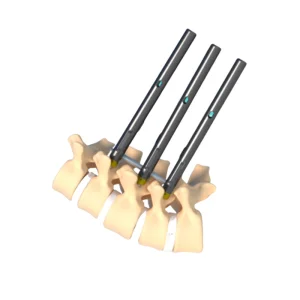
With 15 dedicated QA/QC inspectors and full traceability of raw materials, we ensure every product—from the smallest pedicle screw to complex intramedullary needles—undergoes rigorous 100% inspection before dispatch.
Our R&D team consists of 20 expert engineers (15 with graduate degrees). We launched 20 new products last year alone, focusing on trauma and spinal fixation technologies that meet the highest surgical standards.
Application of Hoffman External Fixator kits in emergency trauma Basis Surgical Instruments for stabilizing complex fractures.
Utilizing Anterior Cervical Plate Systems for treating spinal fractures and dislocations in specialized orthopedic hospitals.
Professional medical needles for vertebroplasty, providing direct sales solutions for outpatient clinics.
Titanium/PEEK fusion cages for ALIF and TLIF procedures, designed for long-term implantable stability.






Our quality management system is specifically designed for medical devices, ensuring every product meets international safety and efficacy standards.
Established in 1996, we have nearly 30 years of experience in the industry. Our main markets include the Domestic Market (40%), Eastern Europe (15%), and Southeast Asia (10%), supported by over 70 supply chain partners.
As a leading name in the Surgical Accessories sector, Fule Science & Technology has dedicated nearly three decades to perfecting the art of orthopedic manufacturing. Our journey began in 1996, and since then, we have expanded into a 10,000 square meter powerhouse of medical innovation. Our commitment to the E-E-A-T principles is evident in our rigorous approach to product development and quality assurance.
Expertise and Experience: Our team of 20 R&D engineers is not just a department; it's a brain trust of medical engineering. With 15 members holding graduate degrees, they bring academic rigor to the production floor. This expertise allows us to offer customization options such as sample processing and graphic processing, meeting the bespoke needs of global medical distributors.
Authoritativeness: Being CE Certified for Class III medical devices is no small feat. It places our products like the Thoracolumbar Screw-Rod Fixation System and Anterior Cervical Plates among the most trusted surgical implants globally. These certifications are a testament to our adherence to stringent safety protocols and our ability to compete with top-tier international brands.
Reliability: We understand that in surgery, there is no room for error. This is why we maintain 102 state-of-the-art production machines and ensure that every single production line is subject to strict quality control. Our 100% inspection method for all products guarantees that when a hospital receives a Fule instrument set, they are receiving a tool of absolute precision.
The industrial landscape for surgical accessories in China is maturing. We are no longer just a "low-cost" alternative; we are a "high-value" partner. By bridging the gap between advanced R&D and efficient manufacturing, we provide the global healthcare market with tools that save lives and improve the quality of patient outcomes. Whether it is a Hoffman External Fixator for a trauma unit in Eastern Europe or a MIKO II Titanium Device for a spinal surgery in Southeast Asia, our products are built to perform under the most demanding conditions.