The global Sterile Wraps market is currently experiencing a robust CAGR of 5.8%, driven by the increasing volume of surgical procedures and stringent infection control protocols. As hospitals transition from traditional linen to high-performance SMS (Spunbond-Meltblown-Spunbond) fabrics, the demand for reliable sterilization barriers has reached an all-time high.
In the industrial landscape, sterile wraps are no longer just "packaging." They are critical medical devices regulated under ISO 11607. Suppliers must demonstrate expertise in microbial barrier efficacy, ensuring that surgical instruments remain sterile from the autoclave to the operating room table.
North America and Europe remain the largest consumers, but the Asia-Pacific region is the fastest-growing market. This shift is fueled by the expansion of healthcare infrastructure in China and India, where localized manufacturing and high-quality exports are becoming pivotal.
There is a significant push toward biodegradable non-woven materials. Manufacturers are researching ways to reduce the carbon footprint of single-use wraps without compromising the sterile barrier. Reusable sterilization containers are also gaining traction as a hybrid solution.
The integration of AI and RFID technology in sterile wraps is emerging. Smart wraps can now feature chemical indicators that change color more precisely or even digital tags that track the sterilization history and shelf-life of the wrapped tray.
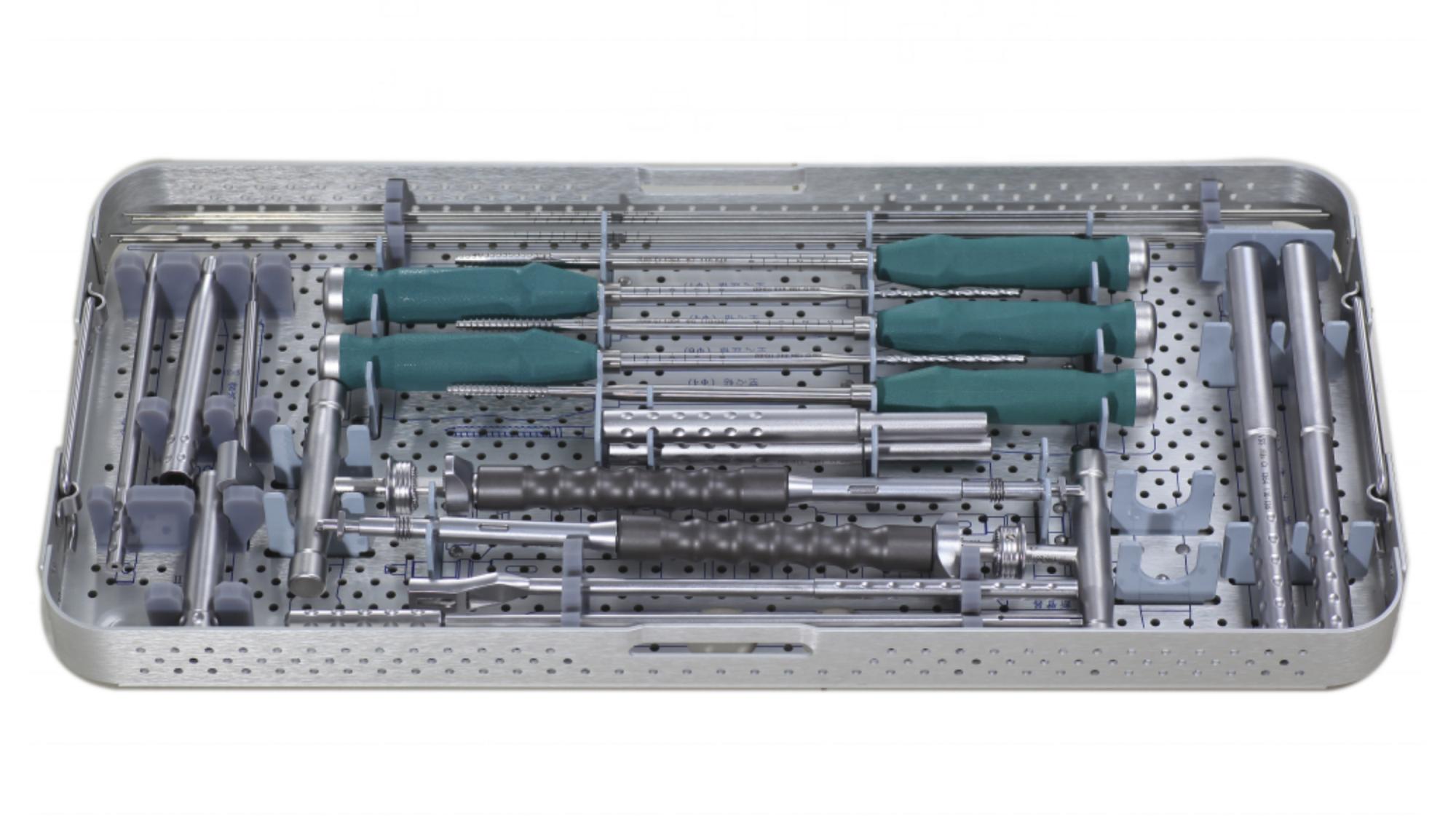
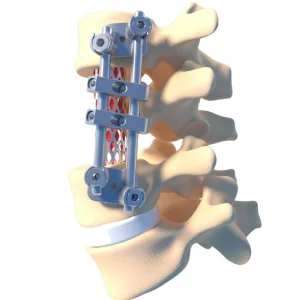
Modern surgical trays, especially for orthopedic implants like the Usmart Titanium Spinal System, are heavy and have sharp edges. The trend is toward multi-layered SMS wraps that offer superior puncture resistance and drapeability.
Procurement officers in modern healthcare facilities prioritize three pillars: Compliance, Cost-Efficiency, and Consistency.
In Central Sterile Supply Departments (CSSD), wraps must be compatible with multiple sterilization methods: Steam, Ethylene Oxide (EO), and Low-Temperature Hydrogen Peroxide Plasma. Reliability is non-negotiable.
ASCs require smaller, more flexible procurement lots. They often look for "ready-to-use" kits where sterile wraps are bundled with chemical indicators and sterilization tape for localized efficiency.
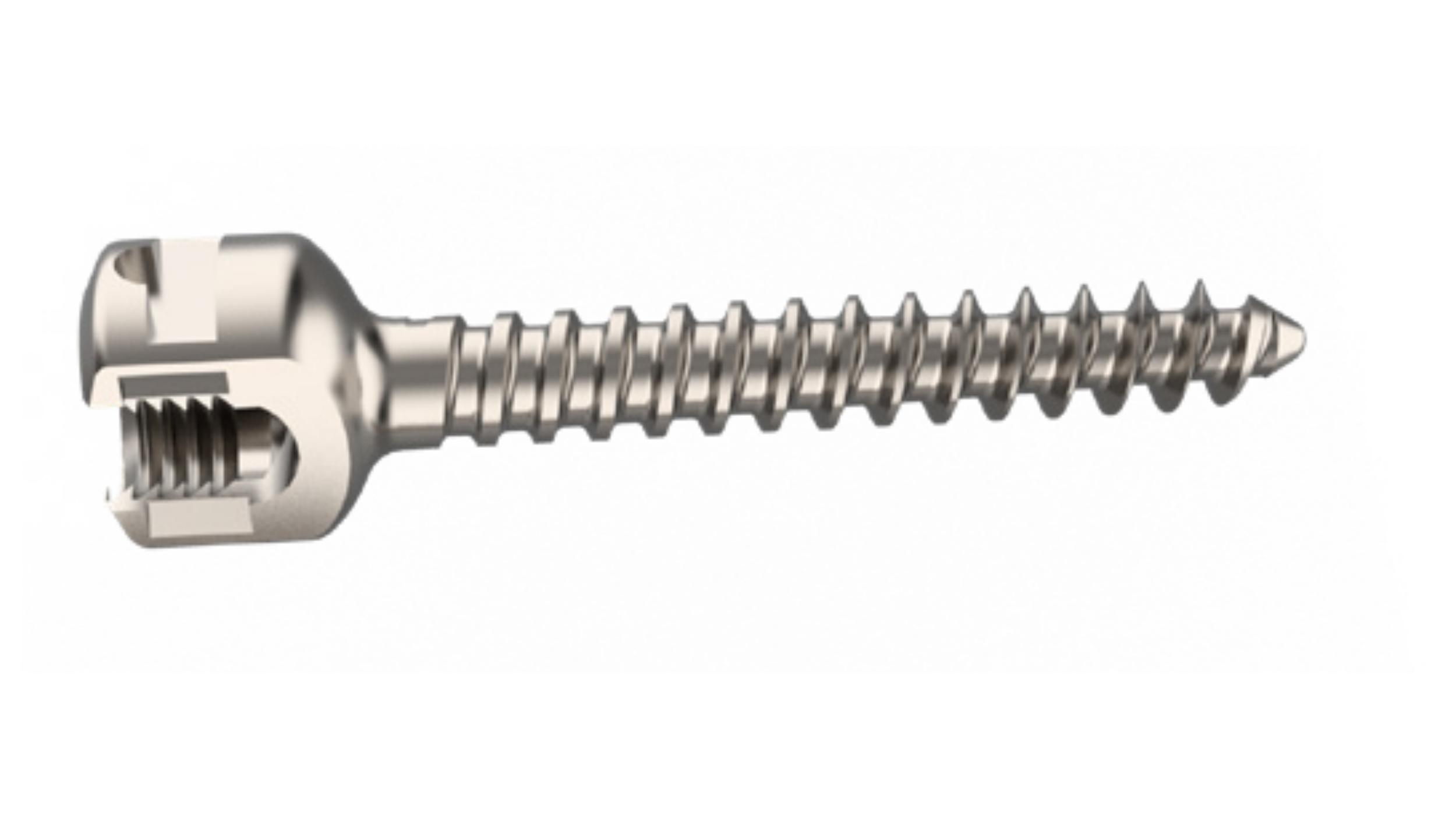
Medical device manufacturers (like those producing spine plates and screws) require bulk sterile wraps for terminal sterilization of their products before they are shipped to global distributors.
Based on market share, certification standards, and export volume, here are the leaders in the sterilization packaging industry:
As a premier manufacturer with nearly 30 years of experience, we offer unique advantages in the global sterile wrap and surgical instrument supply chain.
With 20 dedicated R&D engineers and 29 years in the industry, we don't just manufacture; we innovate. Our products, from CE-certified titanium implants to specialized surgical needles, are designed to integrate perfectly with modern sterilization protocols.
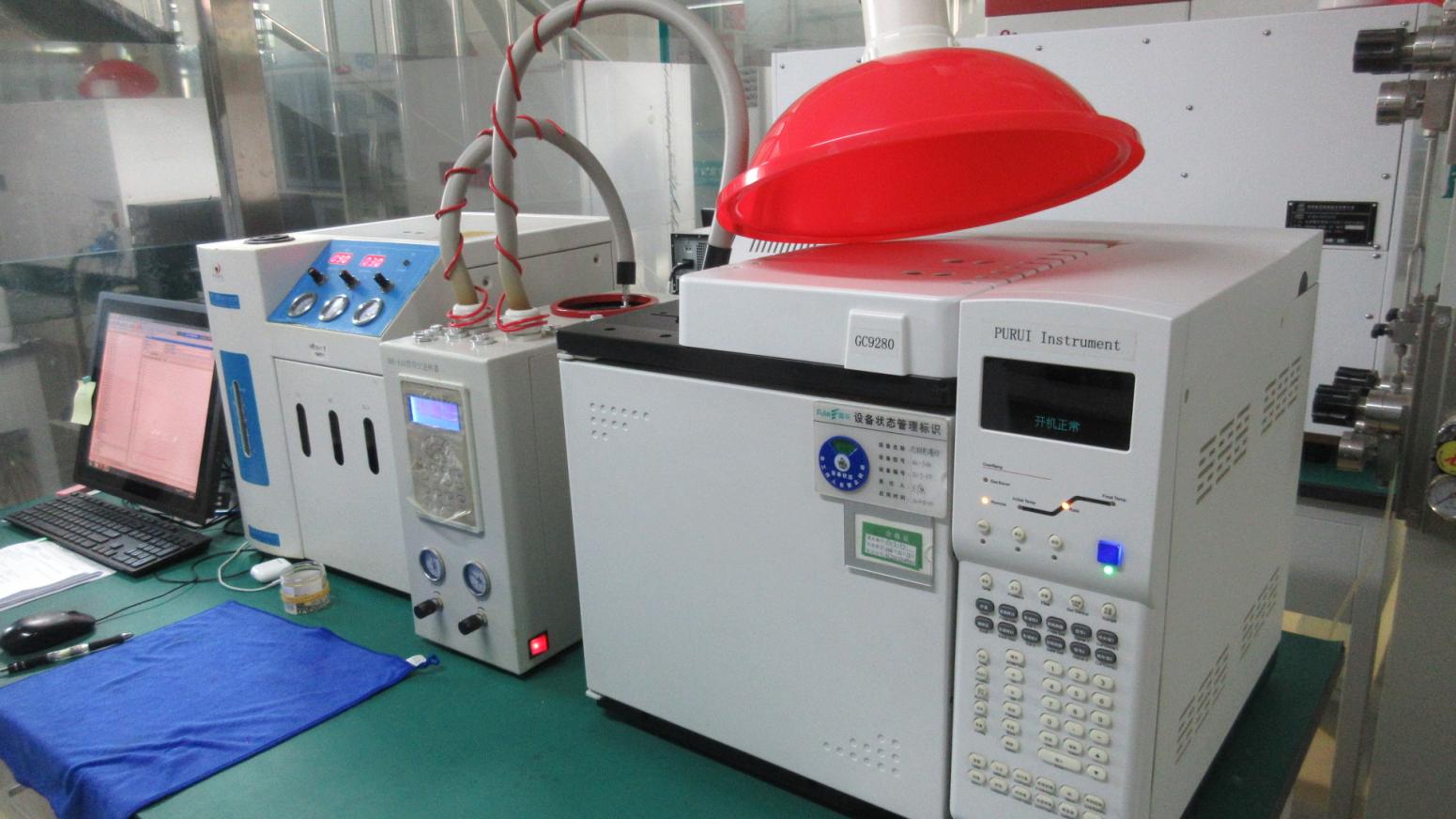
Our 10,000㎡ facility operates under ISO13485. We perform 100% inspection on all products, ensuring that every item leaving our factory meets the rigorous demands of international healthcare.
With 102 production machines and an annual output of over 500,000 units, we provide the scale needed for global tenders while maintaining the competitive pricing that only a direct Chinese factory can offer.