The global respiratory therapy equipment market is currently undergoing a transformative phase, driven by an aging global population, rising prevalence of chronic obstructive pulmonary disease (COPD), and the long-term impacts of global health crises. As a premier China Respiratory Therapy Equipment Manufacturer, we recognize that the demand for high-precision, reliable, and cost-effective medical devices has never been higher. From ventilators and oxygen concentrators to specialized surgical implants that support thoracic health, the industry is shifting toward integrated care models.
The sector is projected to maintain a steady CAGR of over 7%, with significant investments flowing into R&D for non-invasive ventilation and portable therapy solutions.
AI and IoT are becoming standard, allowing for remote patient monitoring and real-time data analysis to improve clinical outcomes in respiratory care.
International buyers are increasingly looking for "One-Stop" factories in China that offer Class III medical device certification and robust supply chain stability.
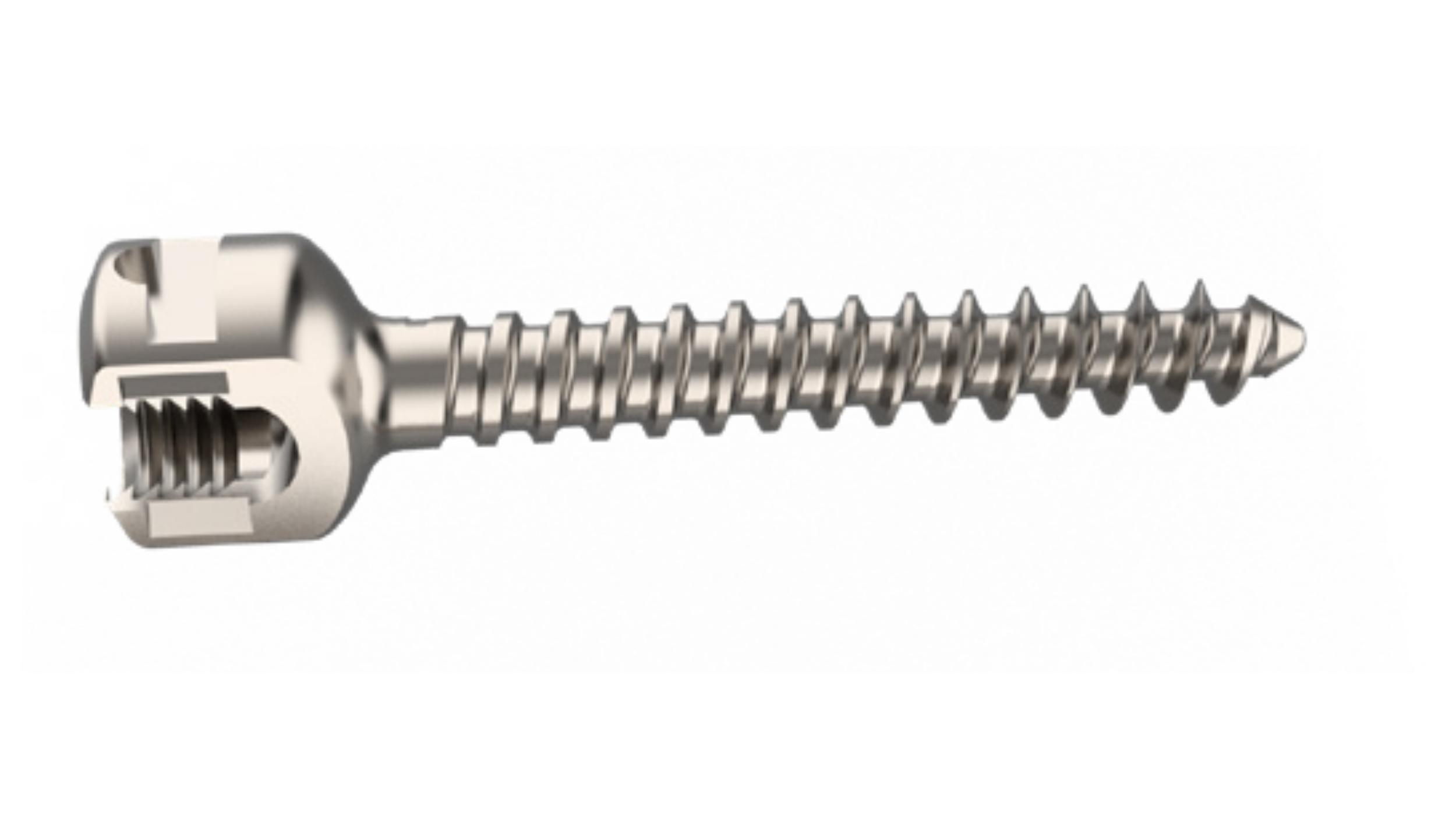
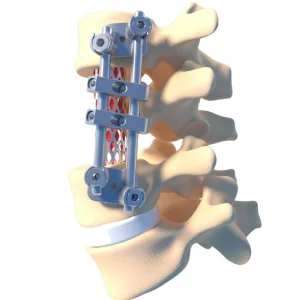
The future of respiratory therapy lies in smart manufacturing. Our factory, established in 1996, has evolved from traditional mechanical production to AI-driven precision engineering. Modern trends emphasize "Home-based Care," where hospital-grade equipment is miniaturized for domestic use without sacrificing efficacy. Furthermore, the integration of biocompatible materials like Titanium and PEEK—technologies we have mastered in our spinal implant lines—is now being explored for advanced respiratory support structures and thoracic surgical interventions.
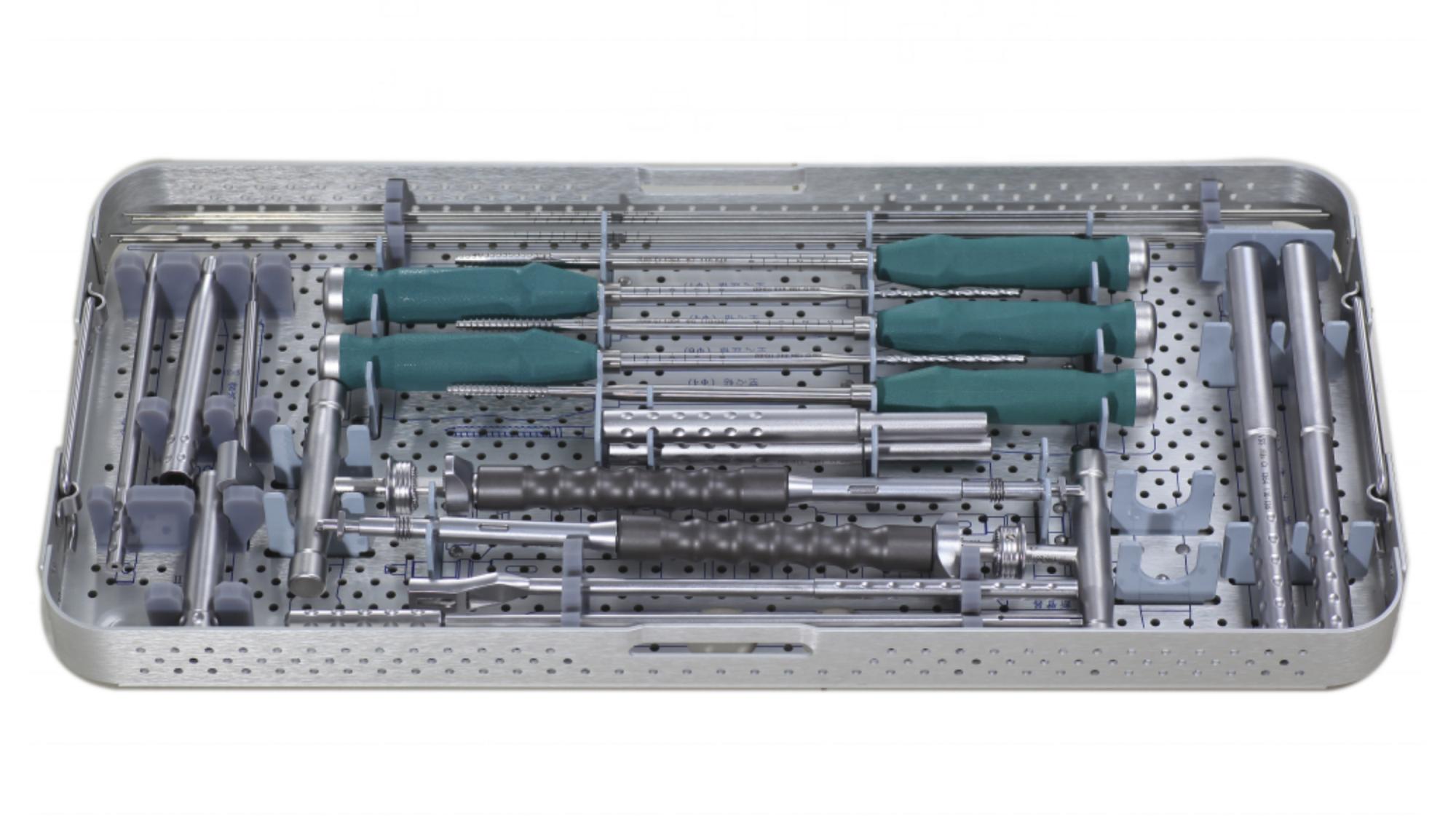
As a leading Respiratory Therapy Equipment Factory, our competitive edge lies in our rigorous quality control and extensive R&D capabilities. With 20 dedicated R&D engineers and 15 QA/QC inspectors, we ensure that every product—from complex spinal fixation systems to delicate respiratory components—meets the highest international standards.
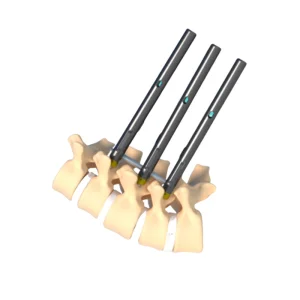
Our equipment is designed for diverse clinical environments. In Eastern Europe and Southeast Asia, our products are widely used in state-run hospitals and private trauma centers. Whether it's a high-altitude clinic requiring robust oxygen delivery or a metropolitan surgical suite performing complex spinal fusions, our hardware provides the reliability that surgeons and therapists demand. We understand the local regulatory requirements in over 70 supply chain partner regions, ensuring smooth market entry for our wholesalers and retailers.
Procurement officers today prioritize traceability and durability. Our systems offer full raw material traceability and a 5-year warranty, addressing the primary concerns of hospital administrators. By sourcing directly from a China-based manufacturer with 29 years of history, international clients bypass middleman costs while gaining direct access to engineering support and customized production lines.






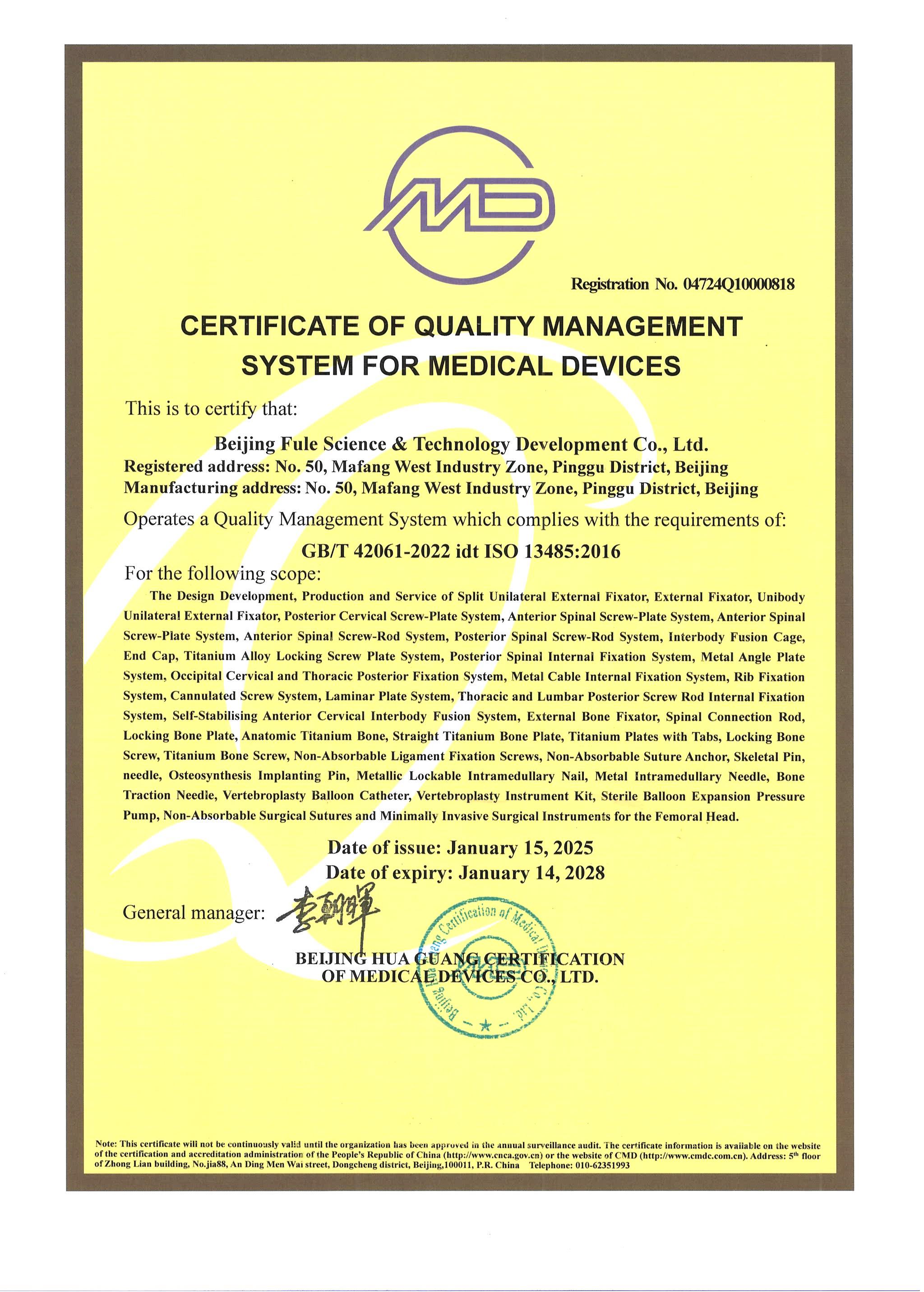

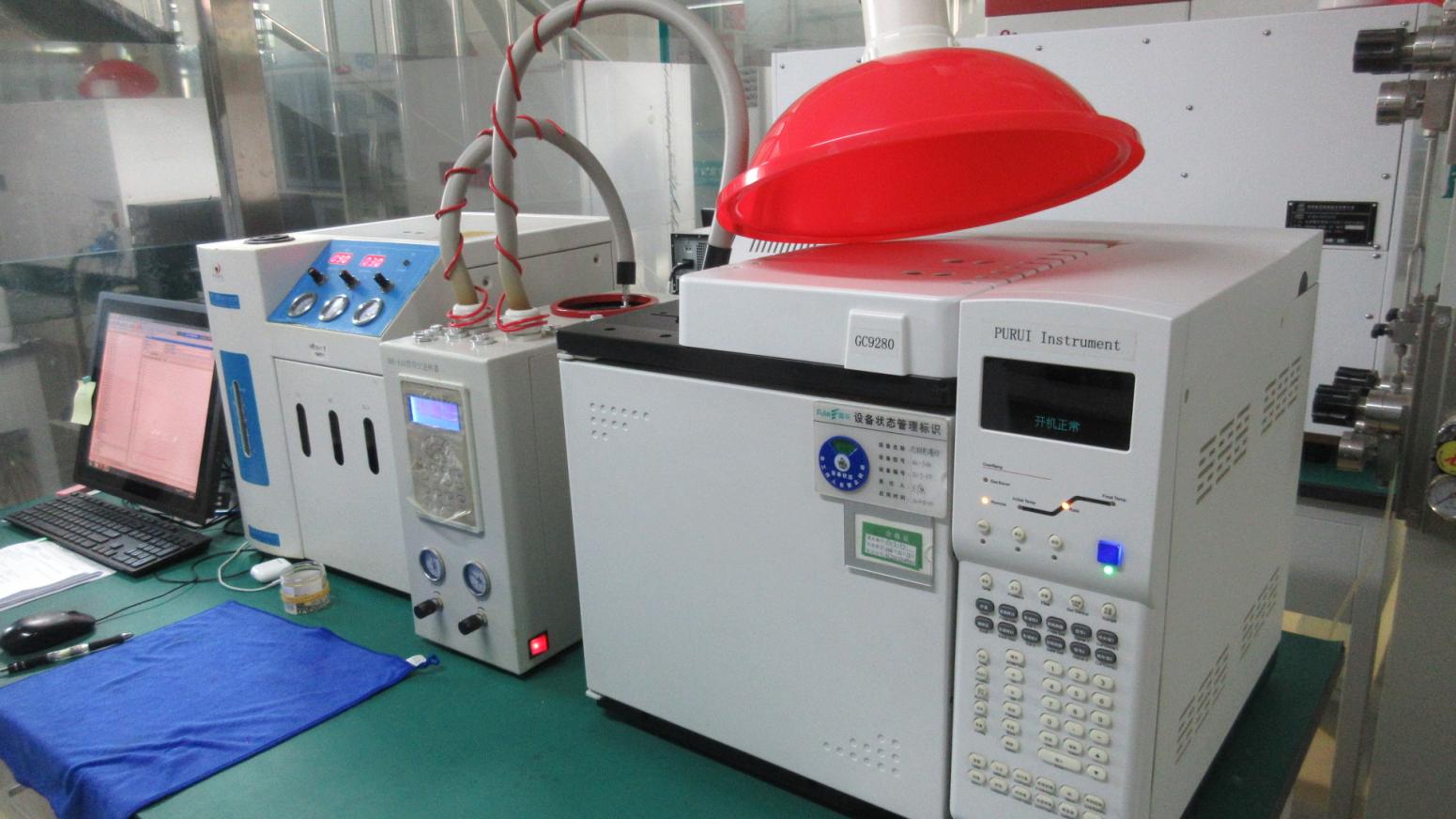
Our commitment to excellence is backed by nearly three decades of industrial experience. Since our registration on June 28, 1996, we have consistently expanded our 10,000 sqm facility to house 102 state-of-the-art production machines. This infrastructure allows us to maintain an annual output of 508,000 units, ensuring that we can meet large-scale global procurement needs without compromising on the precision required for Class III medical devices.
Our R&D team, consisting of 20 high-level engineers (including 15 with graduate degrees), launched 20 new products last year alone. This constant innovation ensures that our partners always have access to the latest advancements in medical technology. With 100% inspection of all products and a robust quality control system, we stand as a pillar of reliability in the international medical device market.