The global healthcare landscape is undergoing a paradigm shift, with the Patient Monitors Industry emerging as a cornerstone of modern clinical environments. As a leading Custom OEM Patient Monitors Factory, we recognize that the demand for real-time, accurate, and reliable patient data is no longer a luxury but a necessity. From Intensive Care Units (ICUs) and operating theaters to remote home care, patient monitors serve as the critical interface between biological health and life-saving intervention.
The global patient monitoring market is projected to reach billions in valuation by 2030, driven by an aging population and the rise of chronic respiratory and cardiovascular diseases.
Global hospitals and distributors are increasingly seeking OEM partners who can provide scalable, localized, and cost-effective monitoring solutions without compromising on medical-grade precision.
Integration of Artificial Intelligence (AI), the Internet of Medical Things (IoMT), and wearable sensors are defining the next generation of patient monitors.
Founded on June 28, 1996, our factory has dedicated nearly 29 years to the medical device industry. Our commitment to quality and innovation has positioned us as a premier exporter of patient monitors and orthopedic implants worldwide. With a sprawling 10,000 sqm floor space and 102 state-of-the-art production machines, we are equipped to handle high-volume orders with surgical precision.
Years of Industry Experience
Total Annual Output (Units)
13485 Certified
Expert R&D Engineers

Our ISO13485 certification is a testament to our rigorous quality management systems. We ensure that every product, from complex patient monitoring systems to titanium spinal implants, meets international safety standards. Our QA/QC team of 15 inspectors conducts 100% inspection of all products across our dedicated production lines.
As a Patient Monitors Factory at the forefront of technology, we are investing heavily in the latest trends to support our global partners. The convergence of hardware and AI-driven software is the new frontier.
The move toward decentralized healthcare requires patient monitors that can transmit data via 5G or Wi-Fi to central hospital stations or cloud-based platforms, allowing for remote diagnosis.
Modern monitors now include predictive algorithms that can alert medical staff to potential cardiac events or respiratory distress before they become critical.
Through our Custom OEM services, we provide modular monitors that allow clinics to add or remove parameters (ECG, SpO2, NIBP, CO2) based on specific clinical needs.

Sourcing from a professional Chinese manufacturer like us offers unparalleled strategic advantages in the global market. Our integration of the supply chain and manufacturing efficiency allows us to provide high-quality medical devices at competitive price points.
We offer sample processing, graphic processing, and customized on-demand production. Whether it's localized software languages or specific hardware branding, our R&D team (consisting of 15 graduate engineers) is ready to deliver.
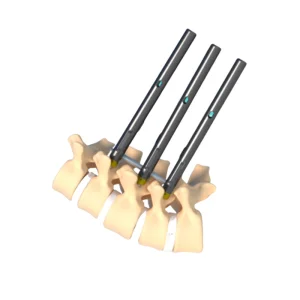
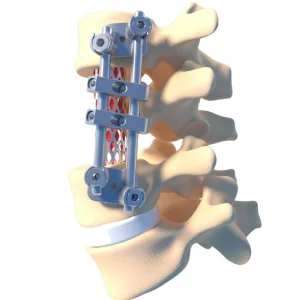
With over 70 supply chain partners, we guarantee material stability and traceability, ensuring that every titanium component or electronic sensor is of the highest grade.
Exporting for 29 years, we have mastered the logistics to Eastern Europe (15%), Southeast Asia (10%), and beyond, utilizing partners like DHL and Fedex for rapid delivery.
Our patient monitors and orthopedic solutions are designed for diverse medical environments across the globe:




In the medical field, trust is built on certification. Our factory holds the ISO13485 mark, and many of our products are CE Certified Class III medical devices. We provide a 5+ year warranty on many of our spinal systems, reflecting our confidence in the longevity and safety of our equipment.

Our export revenue continues to grow as we expand our footprint in the Eastern Europe and Southeast Asia markets, serving both retailers and wholesalers with professional processing and reliable supply chains.







Choosing a Custom OEM Patient Monitors Factory is a decision that impacts patient outcomes and hospital efficiency. With our 29-year legacy, ISO-certified facilities, and a robust R&D engine, we are more than just a manufacturer; we are a strategic partner in the healthcare journey. Whether you are looking for advanced monitoring technology or high-precision orthopedic implants, our factory stands ready to deliver excellence.