Industry-Leading Implants & Sterilization-Ready Interventional Materials
The global infection control and orthopedic implant market is witnessing a seismic shift. As healthcare systems grapple with aging populations and the rise of surgical site infections (SSIs), the demand for biocompatible, antimicrobial, and CE-certified implants has reached an all-time high. Our factory stands at the intersection of high-precision engineering and bio-safety, catering to a market projected to grow at a CAGR of 6.8% through 2030.
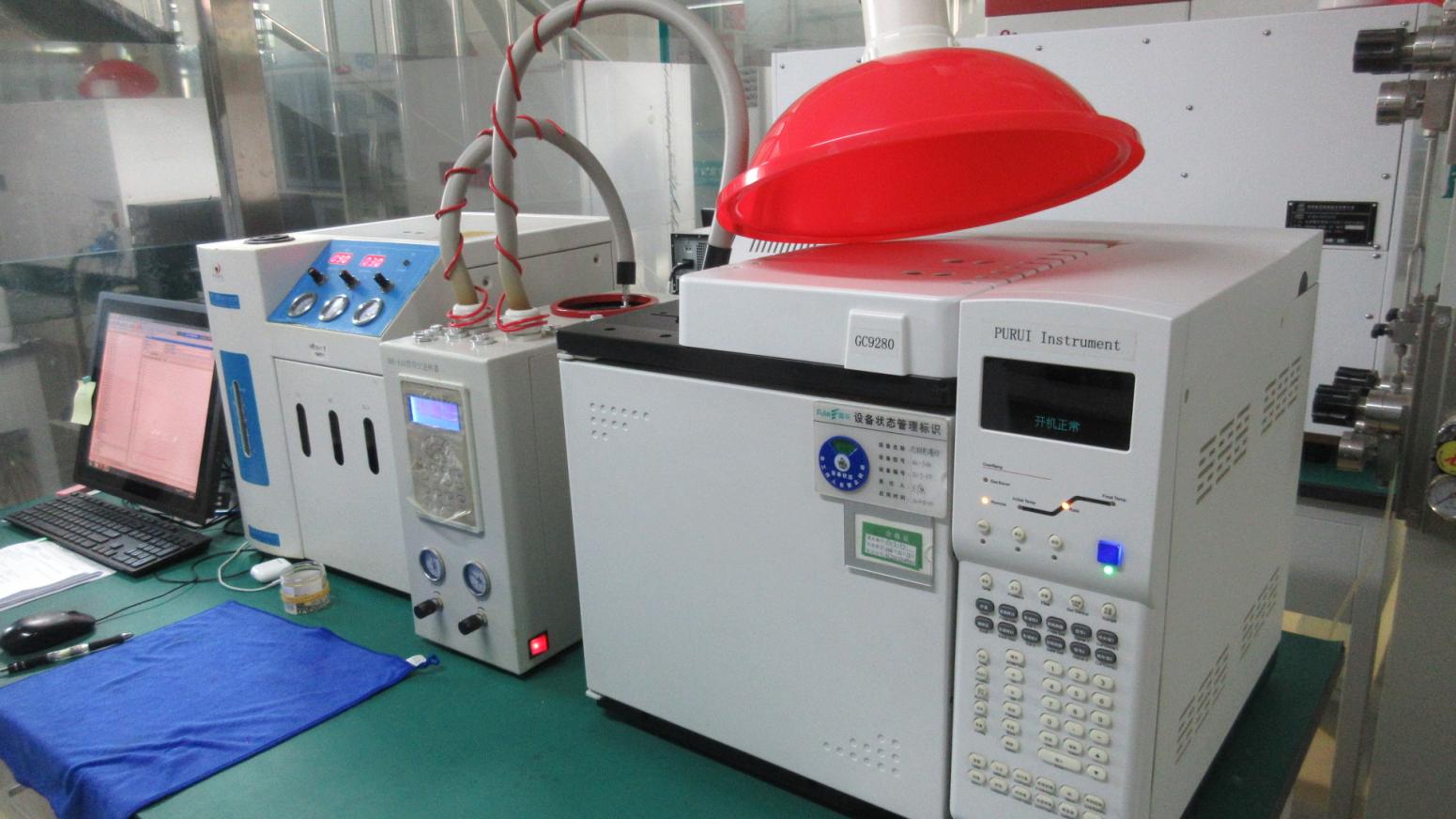
With 29 years of specialized manufacturing experience, our facility is not just a factory; it is a center of excellence. Holding ISO 13485 and Class III medical device certifications, we ensure every titanium alloy implant undergoes rigorous bio-burden testing and ultrasonic cleaning protocols, meeting the stringent reliability standards of European and North American healthcare providers.
Leveraging China's integrated medical supply chain, we offer unparalleled efficiency. Our production lines, equipped with over 100 advanced machines, produce 508,000 units annually. This vertical integration allows for rapid prototyping (R&D) and cost-effective scaling, providing global exporters with a competitive edge in both price and lead time.
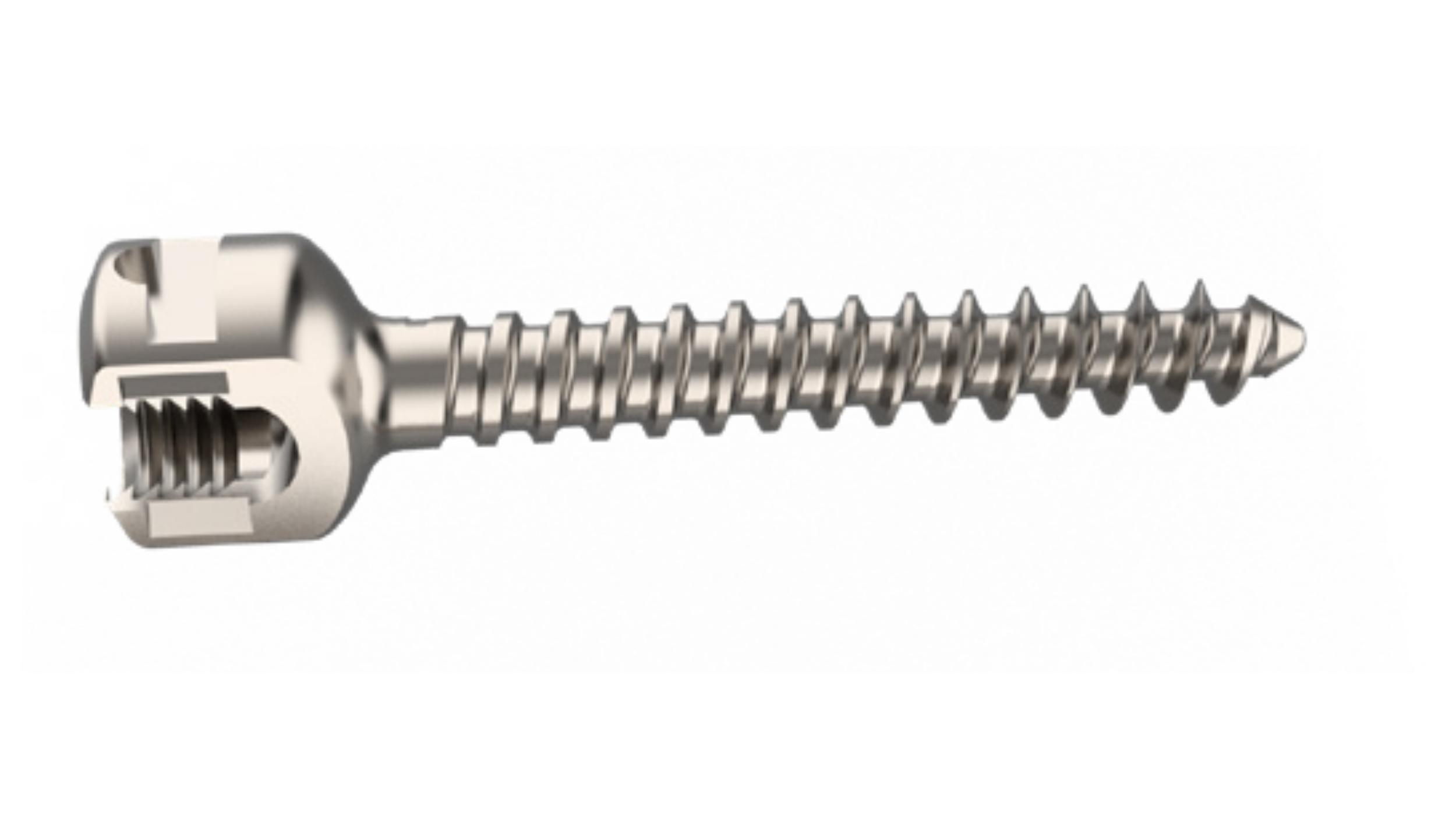
Evolution of Orthopedic Materials: Modern infection control in orthopedics extends beyond the operating room. It begins with the material science of the implant. Titanium alloys (Gr5/Ti6Al4V) have become the industry gold standard due to their exceptional strength-to-weight ratio and osseointegration properties. Our factory utilizes high-purity medical-grade titanium that minimizes the risk of metal-ion release, a critical factor in preventing late-onset inflammatory responses and infections.
Manufacturing Precision: Every locking plate and intramedullary nail we produce is a product of high-precision CNC machining. In infectious control, surface roughness (Ra) is vital; a smoother surface reduces the surface area available for bacterial adhesion (biofilm formation). Our proprietary polishing and anodizing processes ensure that each implant meets the "Mirrored Safety" standard required for Class III surgical applications.
Global Procurement Needs: Hospital procurement directors today are looking for more than just a vendor; they seek "Information Gain"—transparency in the supply chain, traceability of raw materials, and clinical validation. We provide full traceability documentation for every batch, from the raw titanium ingot to the final sterile-ready package, aligning with the EU's Medical Device Regulation (MDR) expectations.
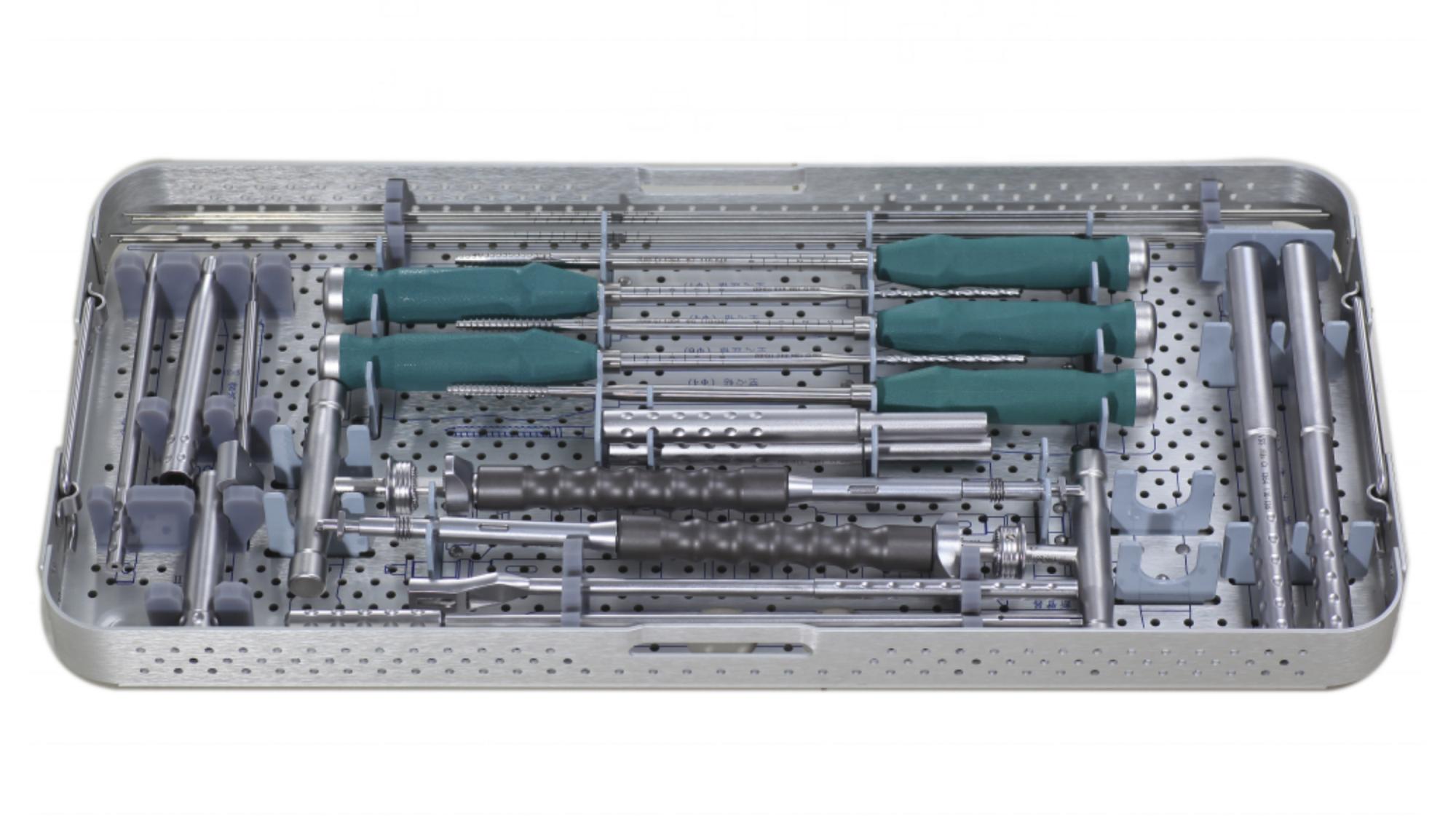
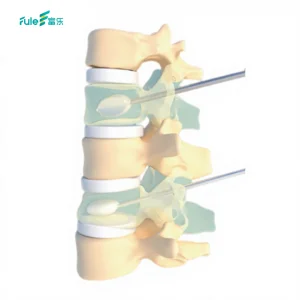
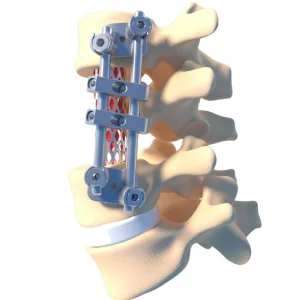
Localized Application Scenarios: From pediatric epiphyseal fracture fixation in specialized children's hospitals to minimally invasive spinal surgeries in geriatric care centers, our product range is designed for diverse clinical environments. Our VSSII systems, for example, allow for percutaneous insertion, which significantly reduces the surgical incision size, thereby lowering the patient's exposure to hospital-acquired infections (HAI).

Spanning 10,000 square meters, our facility is a hub of technological advancement. With 20 dedicated R&D engineers (75% holding graduate degrees), we are constantly pushing the boundaries of what is possible in orthopedic interventional materials. Our 29-year legacy in the industry is built on a foundation of quality control, with 15 full-time QA/QC inspectors monitoring every stage of the 102-machine production workflow.

3D-printed titanium cages and custom-fit plates (graphic processing) are reducing surgery times and improving patient outcomes by matching unique anatomical structures.
Research into hydroxyapatite and antimicrobial silver coatings is the next frontier, aiming to actively fight bacteria at the implant site.
MIS systems (like our VSS Extended Arm) are becoming the standard, requiring specialized instruments that prioritize sterilization ease and ergonomic precision.
Addressing the critical concerns of medical wholesalers and healthcare providers
Our implants are manufactured in Class 100,000 cleanrooms and undergo validated sterilization processes. The use of medical-grade titanium alloy and rigorous surface treatment minimizes biological risks, aligning with CE Class III standards for long-term implantable devices.
With 20 R&D engineers and capabilities for sample and graphic processing, we offer full-service customization. We can adapt locking plate geometries or nail dimensions to meet specific regional anatomical requirements or clinical preferences.
Thanks to our 102 production machines and 508,000 unit annual capacity, we maintain a robust "Factory-Spot" inventory for standard items (like PFNA nails and Spinal systems). Large custom orders typically ship within 4-6 weeks, backed by our 29 years of export logistics experience.
Yes, our CE certification and ISO 13485 quality system are continuously updated to reflect global regulatory shifts, ensuring that our exporters can navigate international customs and hospital tenders without compliance hurdles.
Specialized Spinal, Trauma, and Pediatric Implants