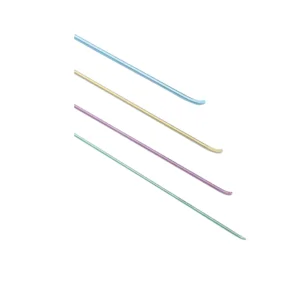
Professional Medical Needle for Kyphoplasty/Vertebroplasty Metal Material CE Certified
Professional Medical Needle for Kyphoplasty/Vertebroplasty Metal Material CE Certified
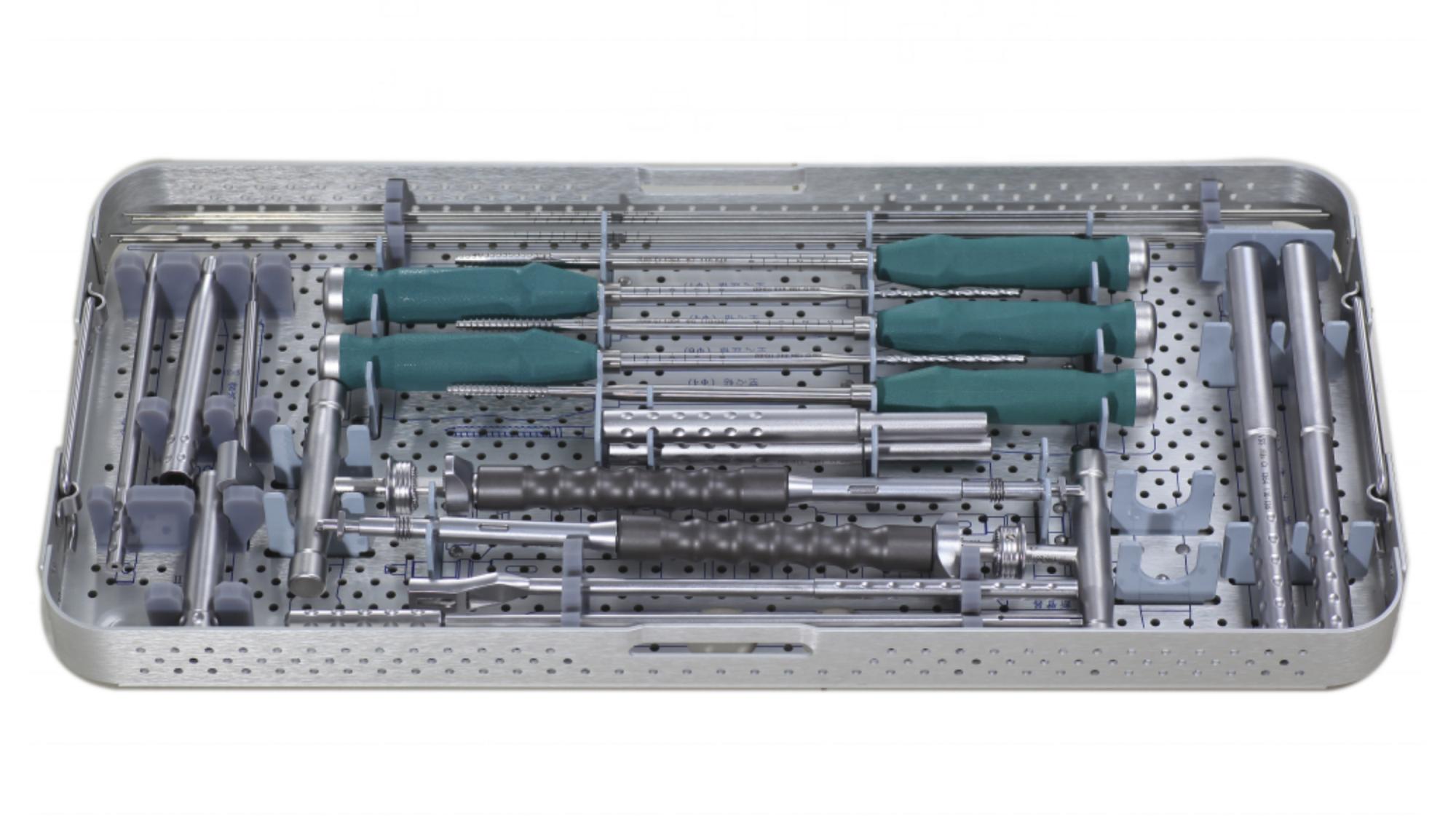
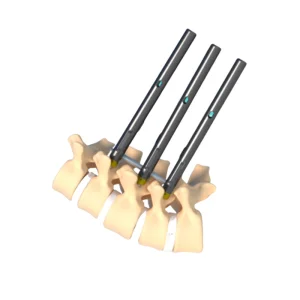
 VSSII 85mm Extended Arm Minimally Invasive Surgery System with Titanium Components
VSSII 85mm Extended Arm Minimally Invasive Surgery System with Titanium Components
 CE Certified Titanium/PEEK Anterior Interbody Fusion Cage Class III Spinal Fixation
CE Certified Titanium/PEEK Anterior Interbody Fusion Cage Class III Spinal Fixation
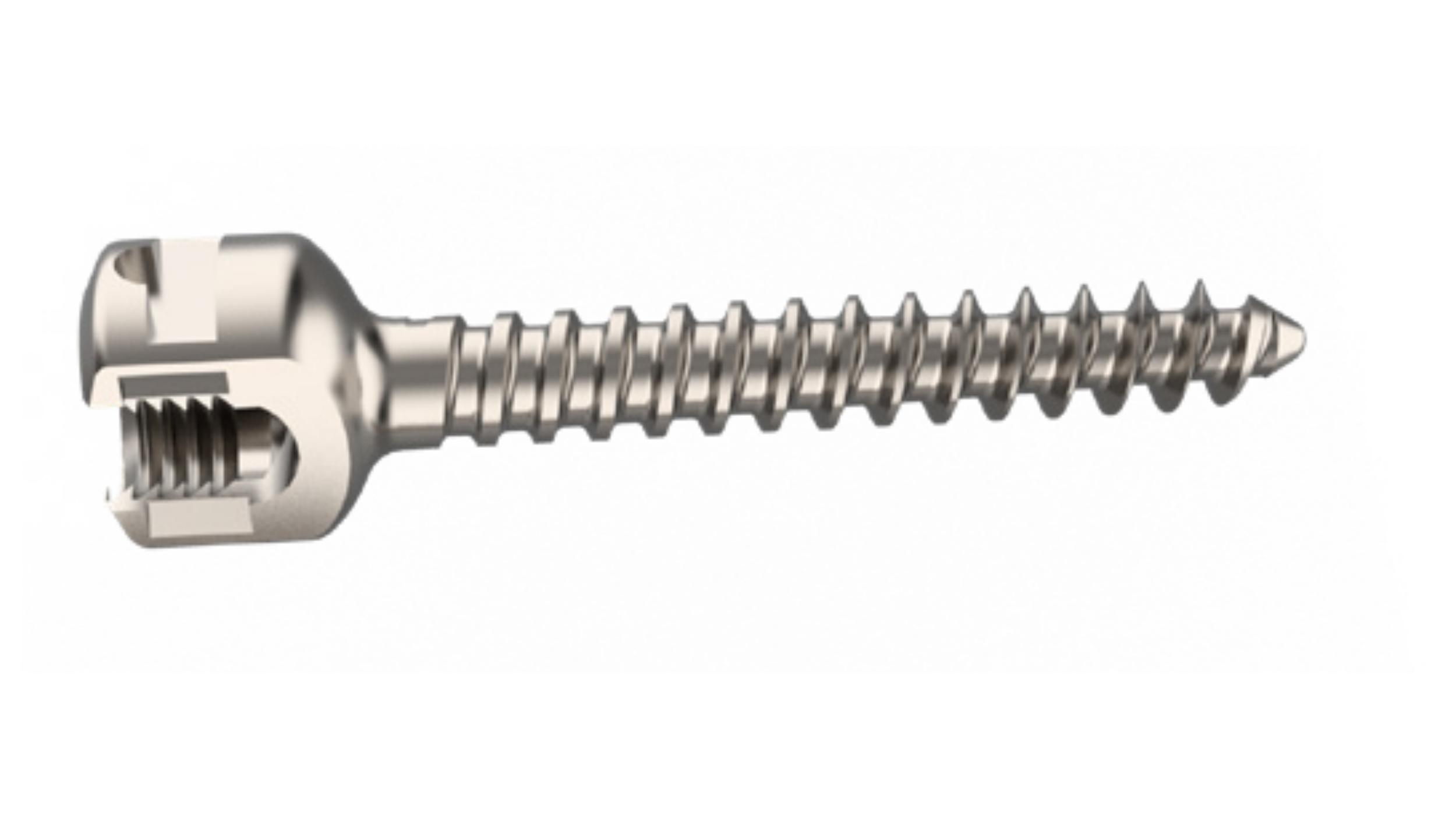
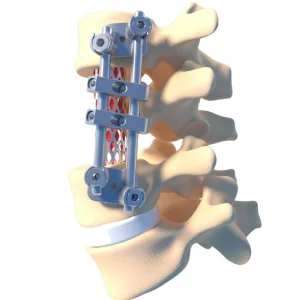
 Fule 5.0mm Titanium Customizable Posterior Thoracolumbar Screw-Rod Fixation System
Fule 5.0mm Titanium Customizable Posterior Thoracolumbar Screw-Rod Fixation System
 Medical Metal Thoracic Spine Molding System Set CE Certified Implantable Fule
Medical Metal Thoracic Spine Molding System Set CE Certified Implantable Fule
 Medical Orthopedic Titanium Anterior Cervical Plate System for Spine Surgery
Medical Orthopedic Titanium Anterior Cervical Plate System for Spine Surgery
 High Quality Titanium Anterior Cervical Interbody Fusion Implantable Artificial Organs
High Quality Titanium Anterior Cervical Interbody Fusion Implantable Artificial Organs
 Treatment Fractures Dislocations Titanium MIKO II Series Medical Device CE Certified
Treatment Fractures Dislocations Titanium MIKO II Series Medical Device CE Certified
The global hematology analyzer market is currently undergoing a massive transformation, driven by the increasing prevalence of blood disorders and the rising demand for automated diagnostic tools. As of 2024, the industry is valued at billions of dollars, with a steady CAGR that reflects the critical role of Complete Blood Counts (CBC) in routine medical checkups and emergency diagnostics.
From high-throughput systems in metropolitan hospitals to compact, point-of-care (POCT) devices in rural clinics, the commercial landscape is diverse. Exporters from China have emerged as pivotal players, bridging the gap between high-end technological requirements and cost-effective manufacturing. This synergy allows healthcare providers worldwide to access CE-certified and ISO-compliant diagnostic equipment without compromising on accuracy or reliability.
Integration of AI for digital morphology and automated cell recognition is reducing the need for manual slide reviews, significantly increasing lab efficiency.
The shift toward "near-patient" testing ensures rapid results in emergency rooms and remote areas, facilitating immediate clinical decisions.
Modern analyzers now connect seamlessly to Hospital Information Systems (HIS), allowing for real-time data tracking and longitudinal patient analysis.
International procurement officers and medical distributors prioritize several key factors when selecting a hematology analyzer factory or exporter:
The ability to provide consistent results across 3-part or 5-part differentials is non-negotiable for clinical diagnosis.
Beyond the initial machine cost, the affordability of reagents and maintenance determines the long-term ROI for laboratories.
Reliable after-sales service and the availability of spare parts are crucial for minimizing equipment downtime.
With over 29 years of experience in the medical device industry, our factory stands as a beacon of reliability and innovation. We combine rigorous quality control with large-scale production capabilities to serve the global market.
Our products are engineered for versatility across various environments:






As a leading medical device exporter, we understand that reliability is the foundation of healthcare. Our R&D team, consisting of 20 expert engineers (including 15 with graduate degrees), continuously pushes the boundaries of what is possible in medical instrumentation.
In the last year alone, we have launched 20 new products, catering to the evolving needs of the global medical community. Our supply chain partners, numbering over 70, ensure that we have access to the highest quality raw materials, which are fully traceable to maintain the integrity of every device we produce.
We offer extensive customization options, including sample processing, graphic processing, and on-demand design to meet specific regional market requirements.
While we maintain a strong domestic presence (40%), our export footprint spans Eastern Europe (15%), Southeast Asia (10%), and beyond, serving retailers and wholesalers worldwide.
 Titanium 5.0mm CSS System for Spine Surgery Implantable Artificial Organs
Titanium 5.0mm CSS System for Spine Surgery Implantable Artificial Organs
 Hoffman External Fixator Kit-Aluminium Alloy Traumatic Surgical Instruments
Hoffman External Fixator Kit-Aluminium Alloy Traumatic Surgical Instruments
 Orthopedic Metal Intramedullary Needle Fixation System for Bone Fracture
Orthopedic Metal Intramedullary Needle Fixation System for Bone Fracture
 Usmart Titanium Spinal Screw-Rod System CE/ISO13485 Certified
Usmart Titanium Spinal Screw-Rod System CE/ISO13485 Certified
 Fule Spine ALIF Cage Orthopedic Instrument Set Anterior Lumbar Interbody Fusion
Fule Spine ALIF Cage Orthopedic Instrument Set Anterior Lumbar Interbody Fusion
 Anterior Cervical Spine Plate System Titanium Orthopedic Surgery Implant
Anterior Cervical Spine Plate System Titanium Orthopedic Surgery Implant
 Preoperative Anterior Cervical Plate System Titanium Spine Orthopedic Implants
Preoperative Anterior Cervical Plate System Titanium Spine Orthopedic Implants
 High Quality CE Marked Fule Brand Titanium Usmart Pedicle Screw Instruments
High Quality CE Marked Fule Brand Titanium Usmart Pedicle Screw Instruments
Choosing the right Hematology Analyzer factory or Medical Device exporter is a decision that impacts patient outcomes directly. By focusing on technological innovation, stringent quality control, and a deep understanding of global healthcare needs, we provide our partners with the tools they need to succeed.
Whether you are looking for high-throughput laboratory solutions or specialized orthopedic implants, our 29-year legacy of excellence ensures that you receive products that are safe, effective, and built to last. Explore our full range of CE-certified medical devices and join our global network of satisfied healthcare providers.