Explore our top-tier manufacturing lines featuring CE-marked spinal stabilization systems, implants, and surgical instrumentation designed for international hospital standards.





Modern spinal reconstruction relies heavily on intraoperative fluoroscopic visibility, navigation precision, and perfect biomechanical alignment. Our implant manufacturing ecosystem directly bridges the gap between hardware engineering and image compatibility.
Utilizing premium Ti6Al4V ELI (Grade 23) titanium alloy and radiotranslucent Polyetheretherketone (PEEK). Our interbody fusion cages and spinal rod fixation systems exhibit minimal imaging artifacts under CT, MRI, and intraoperative C-arm systems. This ensures clear post-operative validation of osteointegration and cage alignment.
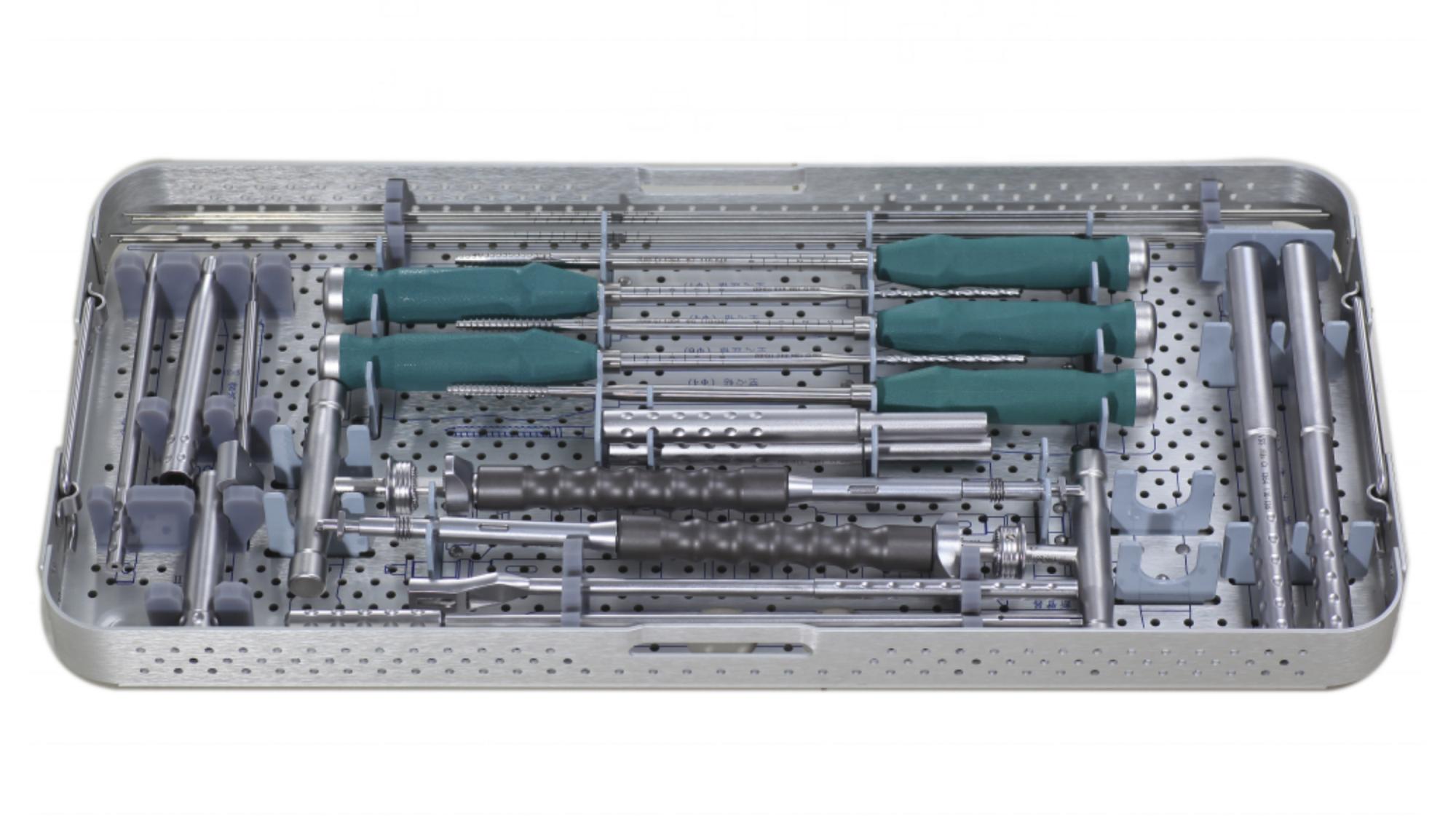
Surgical instrumentation, including our cervical retractor systems, undergoes specialized Diamond-Like Carbon (DLC) surface treatments. This coating minimizes light reflection under intense surgical lights, reduces wear coefficient, and preserves instrument dimensional stability over hundreds of sterilization cycles.
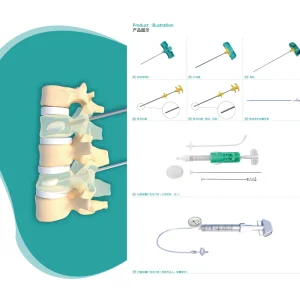
Our Percutaneous Kyphoplasty (PKP) and MIS TLIF instrumentation systems are engineered to facilitate micro-access trajectories. Radio-opaque markings on instruments provide high-contrast visualization under fluoroscopy, reducing intraoperative radiation exposure for the surgical team while maintaining surgical pathway precision.
Large-scale medical distributors and GPOs (Group Purchasing Organizations) require streamlined supplier ecosystems. Our operational infrastructure supports complete raw material traceability, comprehensive technical documentation for fast localization, and highly flexible OEM/ODM manufacturing pipelines.
By leveraging certified Chinese production hubs, global procurement managers achieve substantial unit-cost reduction without compromising bio-mechanical performance or clinical safety margins. Every batch of spinal plates, cervical retractors, and interbody cages is dispatched with standard Material Test Reports (MTR) and sterilization validation sheets.
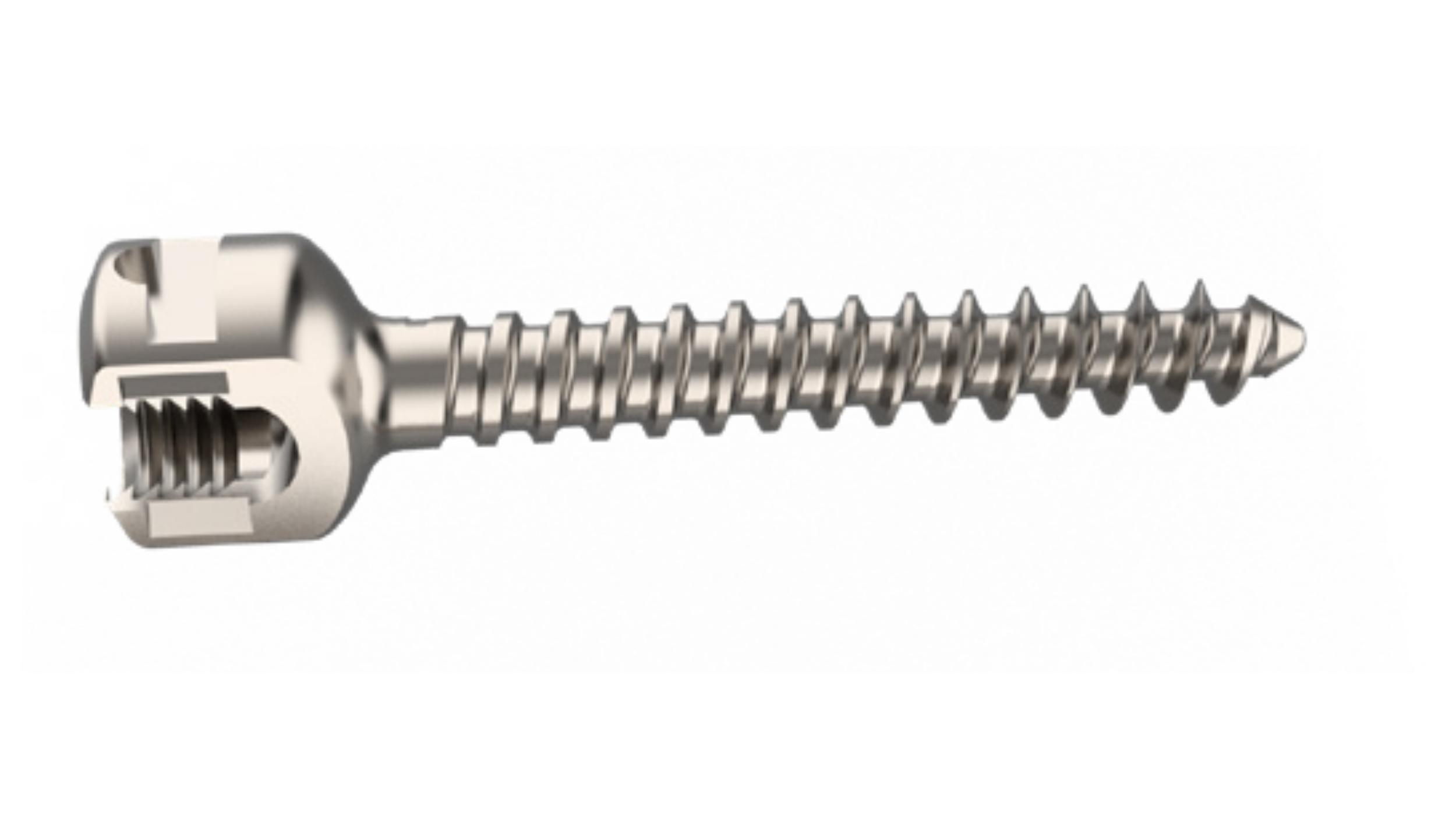
Equipped with over 102 state-of-the-art precision production machines, including Swiss-type longitudinal CNC lathes and 5-axis machining centers. The manufacturing facilities in Beijing ensure dimensional tolerances down to the sub-micron level. This high precision is crucial for thread integrity in monoaxial and polyaxial pedicle screws.
Supported by a robust domestic supply of implantable-grade raw materials and a vertically integrated manufacturing line (covering raw machining, polishing, surface treatment, cleanroom packing, and QA testing), we guarantee consistent supply continuity even during macroeconomic disruptions.
Established in 1996, Fule has remained at the forefront of China's medical implant manufacturing sector for over 29 years, serving top-tier healthcare markets globally.
Our engineering division continues to pioneer product iterations that align with global digital OR standards, surgical robotics, and advanced intraoperative navigation.
While Titanium implants remain the clinical gold standard for structural load-bearing, carbon-reinforced PEEK is increasingly favored for its bone-mimicking elasticity modulus. This material eliminates stress-shielding, provides complete radiographic transparency, and lets surgeons observe the bone graft fusion site clearly without metal artifacts.
Our upcoming product lines feature hybrid titanium-PEEK interfaces to leverage the strength of metals alongside the radiolucency of advanced polymers.
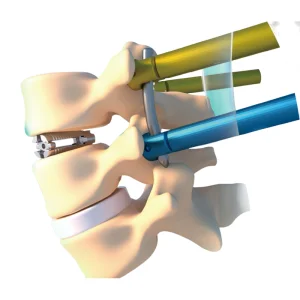
Next-generation spine surgeries require real-time positioning. We are currently integrating passive reflective arrays and active optical sensors directly into our MIS instrumentation kits. This facilitates dynamic digital tracking under major surgical navigation setups.
By implementing precise geometric alignments during production, instruments can be auto-calibrated by navigation software, reducing the setup times in modern hybrid operating rooms.
Navigating medical registrations demands bulletproof documentation. We support our international partners with rigorous registration dossiers, biocompatibility assays, and sterile packaging validation reports.
All surgical systems are produced within an ISO 13485 audited facility. We maintain standardized documentation covering raw material melt reports, heat treatments, and CNC calibration steps to streamline local MDD/MDR approvals in destination markets.
For implants shipped in pre-sterile configurations, we utilize gamma radiation and ethylene oxide (EO) sterilization cycles validated strictly in accordance with ISO 11137 and ISO 11135 guidelines. This guarantees a Sterility Assurance Level (SAL) of 10^-6.
Operating a dedicated international supply desk allows us to manage export customs clearances smoothly. Our logistics team handles complex maritime, air, and express shipments with proper customs classification to ensure trouble-free entry into buyer destinations.
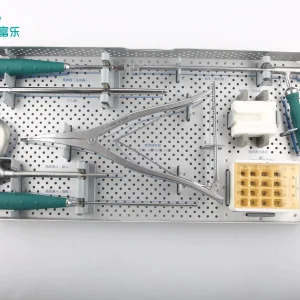
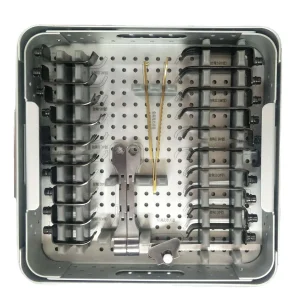
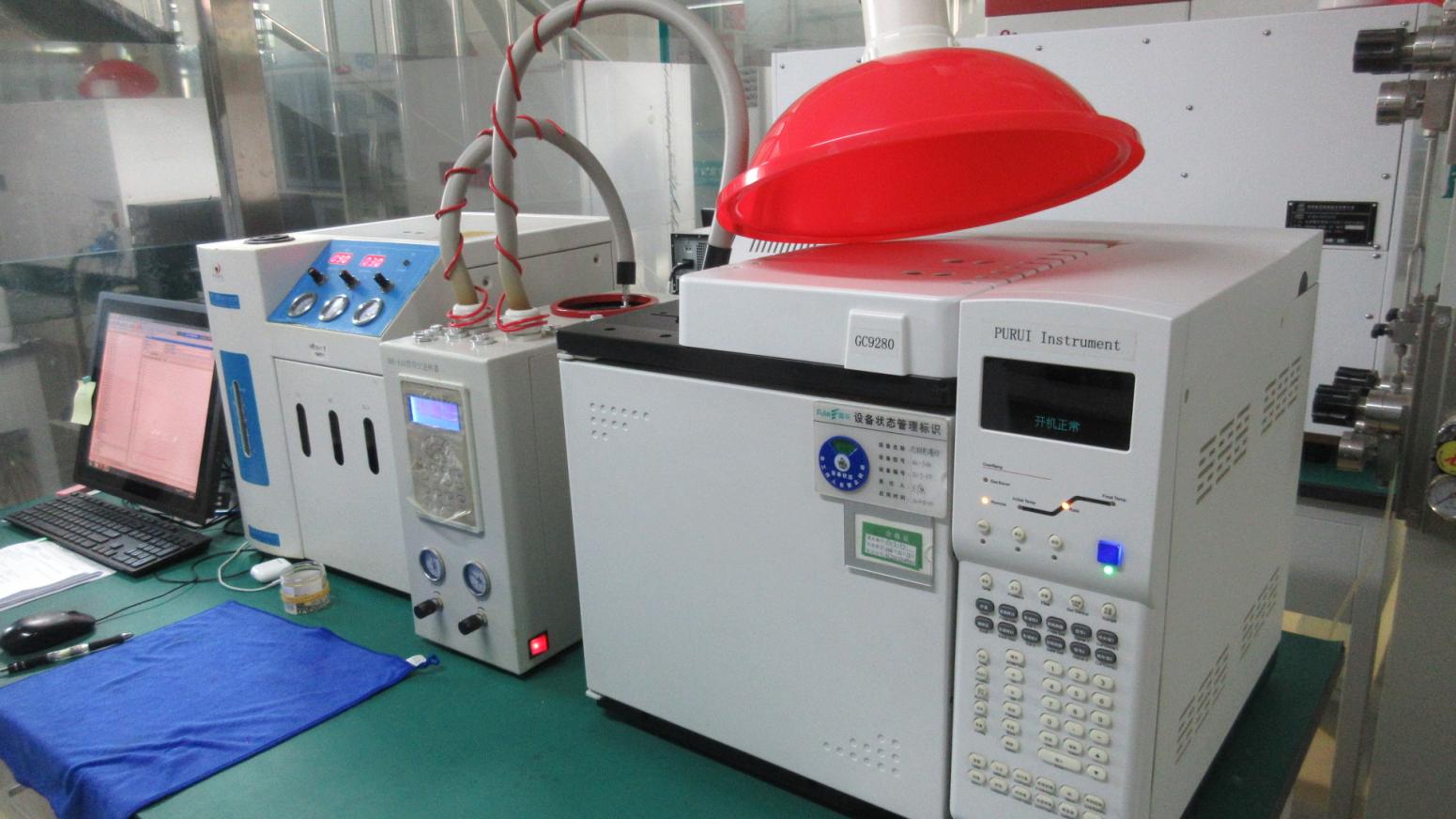
Visualizing our precision manufacturing, testing laboratories, cleanrooms, and automated processing lines.





















Find authoritative answers regarding product quality, imaging integration, surgical capabilities, and ordering parameters.
We use high-purity medical titanium alloy (Ti6Al4V ELI / ASTM F136) and implant-grade Polyetheretherketone (PEEK). Titanium provides high tensile strength with acceptable CT/MRI visibility under specific scan parameters. PEEK offers complete radiolucency with a density closely matching natural cortical bone, allowing clear radiographic evaluation of the fusion process.
Yes. Beijing Fule is certified under ISO 13485 (Medical Devices - Quality Management Systems). Many of our orthopedic surgery plate and stabilization systems are CE-marked, facilitating easier registration and importation procedures in the European Union, Southeast Asia, Eastern Europe, and Latin America.
Standard OEM production ranges between 30 to 45 days depending on batch size, component complexity, and packaging preferences. If your program requires customized shapes, custom sizing, or localized branding, our 20-engineer strong R&D division works on 3D models and raw prototyping cycles within 15-20 business days.
We conduct extensive static and dynamic fatigue tests (under ISO 12189 and ASTM F1717 protocols) to simulate multi-million cycle axial load distributions. Our quality assurance center executes 100% inspections of thread profiles using optical comparators and multi-axis coordinate measuring machines (CMM) before cleanroom packaging.
Complete list of our trauma bone plate designs, retractor instrumentation, anterior stabilization implants, and surgical sets.